Laser cutting is one of the most common processes observed for many applications. However, as much as the process is necessary, the edge quality obtained after the cut is equally significant. In cases where the quality of the edge is not smooth and fine, it may not be able to achieve the required purpose and function in an application.
This guide below provides detailed information on getting smooth edges after a laser cut. By going through this guide, you will explore how Baison‘s laser cutting machines offer a wide range of cuts with smooth edges.
The Basics of Laser Cutting
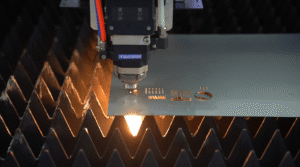
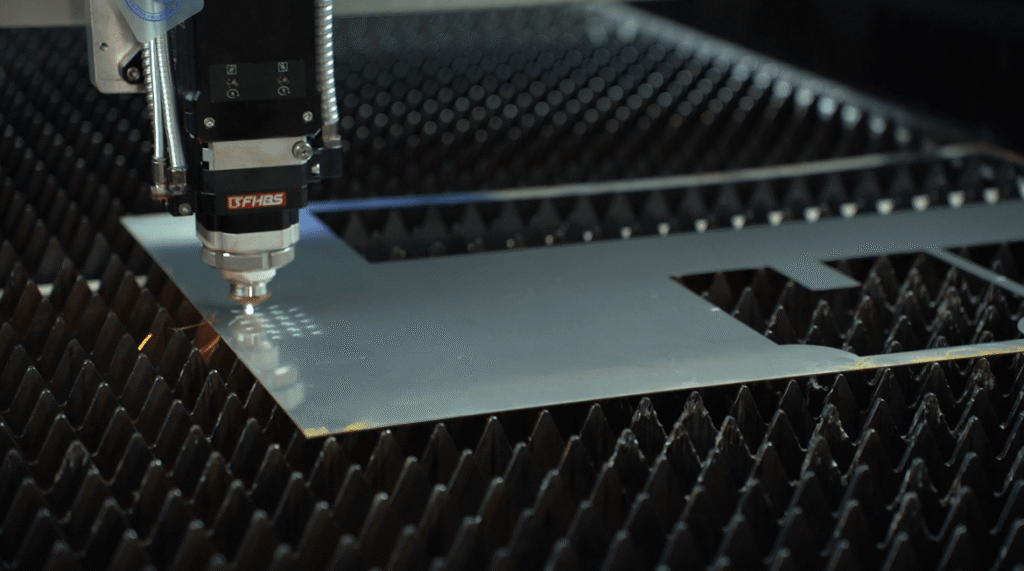
Laser cutting technology uses a laser beam and cuts through different materials with high precision and accuracy. The process of laser cutting starts by first designing the cut, and then the laser is guided through the material’s surface. The process generates heat that leads to melting the material, providing a precise and clean cut.
The application of laser cutting is seen in various industries. The main aim of lasers for the cuts is to achieve intricate designs with delicate materials, ensuring a smooth finish.
Multiple materials can be used for laser cutting: acrylic, plastics, wood, metals, paper, textiles, and many more fall in the list.
The Importance of Smooth Laser Cut Edges
The significance of perfectly smooth edges cannot be disregarded, and it brings with itself various benefits; the significance of smooth edge quality is discussed below:
- The smooth edge of the laser cut provides an aesthetic beauty to the overall component; it ensures precision and accuracy in dimension.
- When the components are to be fixed with one another, the smooth cut edge allows for better compatibility and perfect fixation.
- Once the accurate cuts are achieved, the need for additional finishing processes is eliminated.
- Smooth edges even reduce the risk of injuries from the uneven cuts.
What is a Good Cutting Edge?
The criteria for assessing the edge quality comprises various aspects, and some of these are discussed below:
1. Smooth Surface
When the cut is of high quality, it is equipped with a smooth edge, and the surface is also even, which adds to the functionality and appearance of the component produced after the cut.
2. Precision and Accuracy
The cuts’ accuracy and dimension precision are critical and must be adhered to; there is a margin of minimal deviation in a perfectly cut piece.
3. Smaller Heat Affected Zone
The heat-affected zone of a good cut is always smaller, which helps avoid unrequired alternations in the material property.
4. No Burrs and Aligned Angles
The absence of burrs and the alignment of the angle of the cut plays a huge role in ensuring that the cut is smooth and the edge is of good quality.
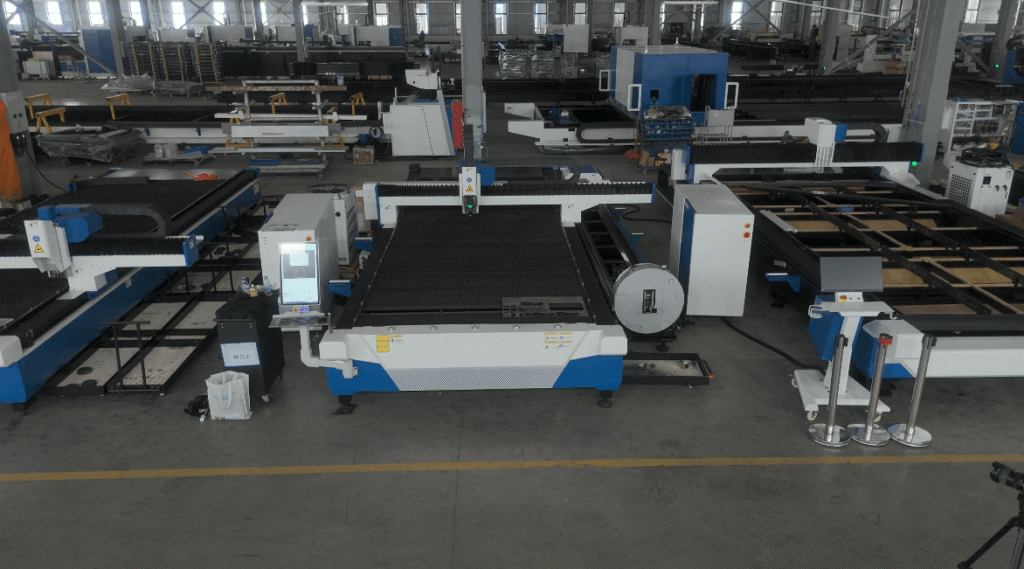
When evaluating fiber laser cutting edges, real industrial buyers look only at the hard data. Baison high-power laser cutting machines (10kW – 40kW) come standard with a high-rigidity honeycomb welded bed and exclusively feature a patented ramp-type exchange platform, allowing both tables to shift on the same horizontal plane for cutting, which completely eliminates physical vibration.
Rejecting low-end “screw-tightened” craftsmanship for core transmission, the entire lineup comes standard with German-standard DIN6 high-precision ground gears and TECHMECH flange-output reducers, reaching a maximum acceleration of 1.5G. The measured X/Y axis positioning and repeatability accuracies are controlled within ±0.03mm/m, which not only perfectly prevents overburning but also brings the edge perpendicularity tolerance, roughness (Rz value), and waviness of carbon steel and stainless steel up to the industry-leading ISO 9013 standards, delivering burr-free workpieces that are ready for immediate handover without secondary grinding.
3 Factors Affecting Laser Cut Edges
Multiple factors play a significant role in the quality of the laser-cut edges, and some of these factors are discussed below:
1. Material Thickness
The quality of the cut edge depends on the material’s thickness because if the material’s thickness is higher, the prominence of the irregular lines is high. These irregularities comprise the area where the molten material meets the cooled material; hence, the quality is compromised.
The thicker material features more of these irregular lines than the thinner one; hence, the cut edge quality must be assessed at all times in the context of thickness.
2. Laser Power
Using high-power lasers can eliminate the appearance of the jagged edges from the thicker materials. It cuts the metal quickly due to its high speed, improving the edge quality.
3. The technology of Laser
Laser technology for cutting the material is also vital in edge quality. Technological innovations have led to improvements in laser technologies like fiber laser, solid-state laser, and CO2 laser. Due to this innovation, the laser cuts improve, and the speed of the process ensures that the cuts are created with high pressure and helps to eliminate the chances of rough edges.
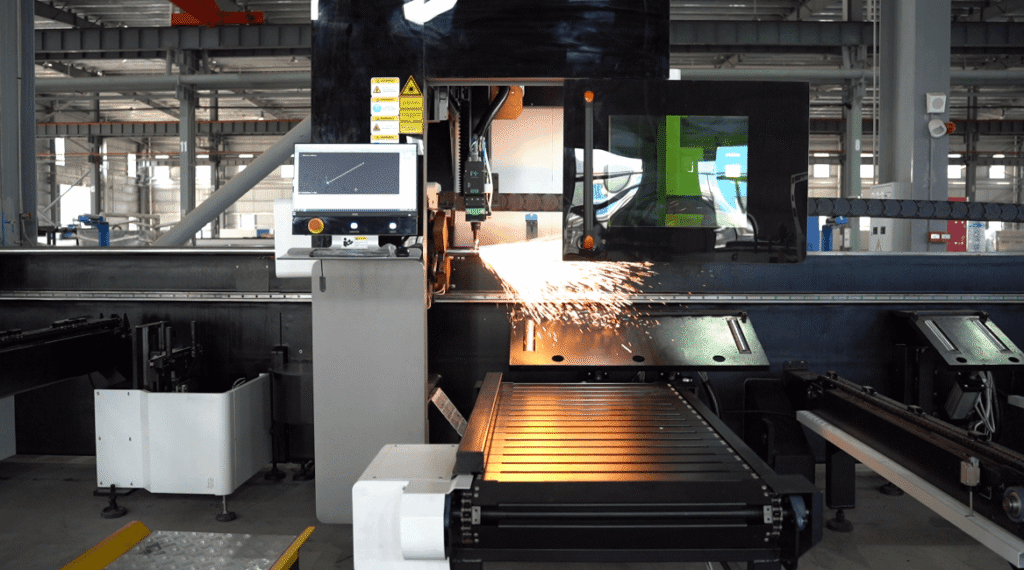
When buying a laser cutting machine, the biggest fears are rough sections with stripes and dross when cutting thick plates, or corners getting burned black and deformed. Baison Laser solves these problems for you through two core technologies: First, the thick plate cutting surface is smooth and free of stripes. When cutting carbon steel or stainless steel above 20mm, our exclusive “negative focus technology” allows the laser energy to directly reach the inside of the plate.
Coordinated with a precise high-purity oxygen airflow, the molten metal can be smoothly discharged, creating smooth edges without rough stripes and saving the trouble of secondary grinding. Second, corners do not burn or deform. Baison equipment is equipped with the intelligent CypCut system. When the machine decelerates at sharp corners, the laser power automatically decreases accordingly to prevent heat accumulation from melting the corners, ensuring the entire plate remains neat and bright whether on straight paths or curves.
In addition, Baison 3000W-12000W models (such as the SH3-H and BC series) all adopt high-performance servo motors and integrated high-rigidity reducers. Even under fast operation at 1.5G, the repeatability accuracy can reach 0.03mm, which means if you continuously cut one thousand sheets of 12mm stainless steel, they will all come out with mirror-like, high-quality edges.

How to Get Smoother Laser Cut Edges?
To get smoother laser-cut edges, there are various applicable methods, some of which are as follows:
1. Opting for Good Quality Material
When achieving good-quality edges for the components subjected to laser cutting, the chosen material is a matter to consider.
Materials manufacturers keep an eye on ensuring that laser-grade quality is attained in material preparation. Even if the sheets are thicker, the quality of the cut achieved is smooth due to the composition of the material being of the laser grade.
2. Opting for Good Quality Nozzles
As high-power laser machines have evolved to help cut thicker material, the cutting nozzles have also advanced. The use of coaxial flow nozzles, which help to cut steel with oxygen, has taken place. During this type of cut, the assist gas is very low; hence, a good-quality edge can be produced.
However after this technology evolved, nitrogen gas cutting attained popularity because the high power laser could cut thin materials at high speed. This leaves behind an oxide-free edge, which can be pointed right away due to the absence of oxygen.
Nitrogen, however, requires a very high gas flow and a large diameter nozzle to cut the material. To address these issues, nozzles were improved to create optimal flow dynamics.
How to achieve a smoother laser cutting edge? The precise coordination between premium nozzles and auxiliary gases is the core of reducing costs and increasing efficiency. In Baison’s factory testing, modern industrial practices have long broken the old limitations separating high-power and oxygen cutting. For medium-to-thick plate processing, the structural choice of the nozzle directly determines the cross-section quality.
We recommend using single-layer nozzles with high-pressure nitrogen or air when cutting stainless steel, while selecting double-layer nozzles or double-layer composite high-pressure nozzles for carbon steel. Utilizing their unique stable airflow channels, these nozzles allow molten metal to discharge smoothly when processing thick plates above 20mm, completely eliminating rough stripes and dross on the edges. More importantly, targeting gas costs—to which customers are highly sensitive—Baison’s entire lineup of 10kW+ models comes equipped with low-pressure, high-speed, gas-saving nozzles.
This not only perfectly maintains a mirror-like cutting effect that is oxide-free and burr-free on both straight paths and corners, but also drastically reduces the consumption of high-flow gases during mass production.
3. Opting for Better Processing
Processing the laser cutting task to achieve neat and clean cuts is very important; however, this previously took a lot of work. Due to the processing issues, the edges of the components have uneven rough patches and very sharp corners.
Due to the uneven edges, there is a need for further processing to get rid of it; however, to eliminate this, more efficient processing methods were discovered. The controllers have automated everything in today’s time. They help calculate the power, duty, and frequency to ramp down based on the laser head‘s speed.
The dynamic, fine-tuned control over the processing method by the controller is the true core. Breaking away from vague automation concepts, Baison’s entire line of machines is equipped with a more hardcore, high-end control system.
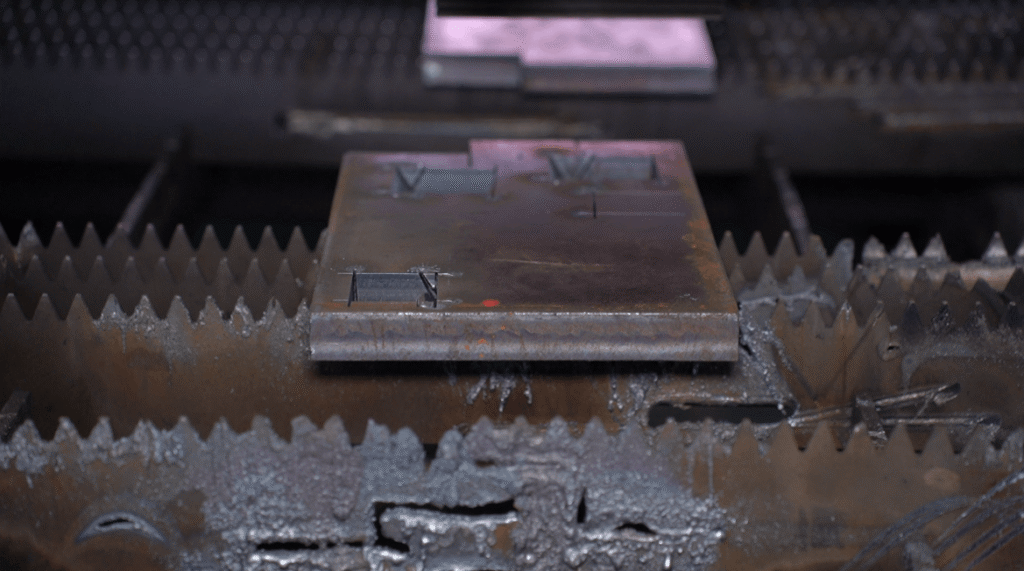
Through frequency and duty cycle dynamic micro-adjustment (PWM modulation) technology based on speed, the machine automatically and instantaneously reduces power when decelerating at sharp turns or corners, perfectly solving the issues of corner burning and overburning caused by heat accumulation. In factory testing, Baison utilizes exclusive process suites such as Intelligent Piercing and Micro-joint to effectively avoid the damage that traditional bursting holes cause to the edge processing starting point.
Coordinated with a high-performance follow-up system, this ensures that medium-to-thick plates maintain a consistent, burr-free mirror finish on both straight lines and complex corners.
4. Opting for Improved Beam Parameters
The quality of the beam may help to offer better edge quality as well after a laser cut. The evolution of CO2 lasers has also changed the game of solid-state and fiber lasers. The innovations in the fiber laser cutting process have made it possible to cut thick steel with the finest quality, and hence, the fabricators can purchase a full range of material types and thicknesses, and there is no need for a lens change as well.
The edge quality offered by CO2 lasers in the fiber laser machine is accomplished by using a special lens that helps to change the kerf width and allows more assist gas to be incorporated in the cut.
Secondary Treatment of Laser Cut Edges
Although various technologies are in place nowadays that have made laser cutting machines capable of offering smooth edges, further finishing may be needed in some cases. The secondary treatments that may be posted in such cases are discussed below:
- In cases where rough and uneven edges are to be converted into polished edges, sanding and grinding can be opted to attain a smooth finish, usually observed in electronic or medical equipment.
- Where there are burrs and raised edges, the process of deburring proves to be helpful; burr removal can be attained through abrasive tumbling, manual deburring, or some special tools that can be used for burr removal.
- Some processing may be needed to get rid of the trash and slag through milling and machining, and this is usually carried out in cases where thicker materials are used.
- Abrasive cleaning processes, primarily used in medical device manufacturing, may remove the residues on the cut edges.
- In the case of laser cutting acrylic, the unfinished or rough edges may be fixed through flame polishing. The edge in question is subjected to open fire that melts the material and smoothens the flame-polished edge.
In industrial-grade laser tube processing, determining whether the kerf edge requires secondary treatment, such as deburring or grinding, primarily depends on the stringency of the application scenario regarding appearance and tactile safety.
If the parts belong to medical devices, high-end display fixtures, or structural components involving frequent human contact, post-processing is typically mandatory. However, for general construction machinery structures or internal tube support components, the edge quality directly from the machine is perfectly sufficient when the equipment precision is high enough.
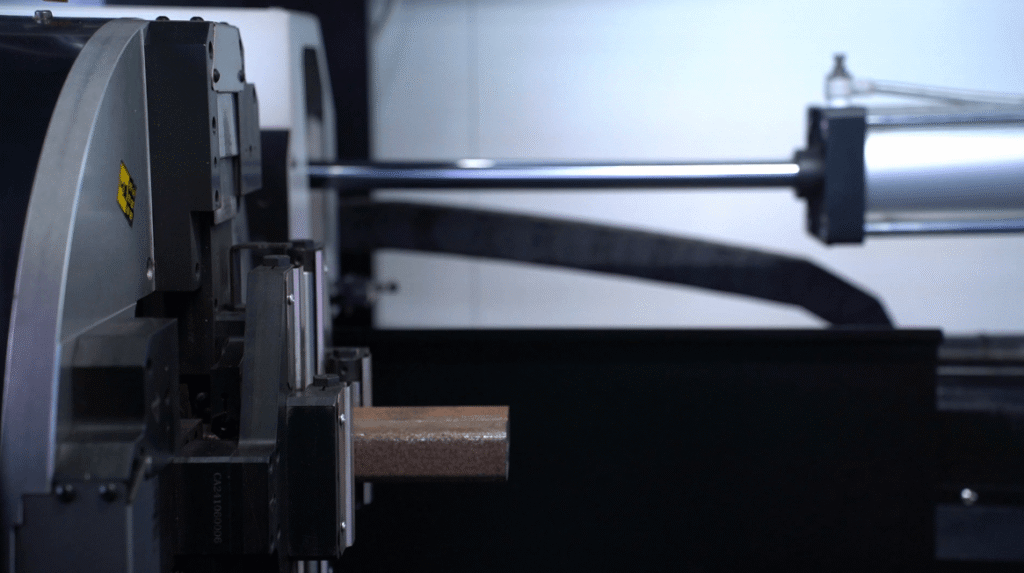
As an industry benchmark, Baison laser tube cutting machines (such as the G24C and K12C) strictly control quality right from the processing source. Their X-axis and Y-axis positioning and repeatability accuracy reach ±0.03mm/m, and the maximum chuck speed reaches 140 rpm.
This is credited to the fully enclosed chuck, built-in clamping transmission mechanism, and fully sealed, dust-proof gears achieving DIN6 grinding precision. This setup fundamentally eliminates clamping deviations and tube whipping caused by mechanical vibration or dust contamination, drastically reducing the probability of having to add secondary grinding due to burrs. Meanwhile, the equipment also supports ±45° bevel cutting to perfectly connect with subsequent welding workflows, thereby helping enterprises lock in excellent texture right at the first process and significantly save on post-processing labor costs.
FAQs
1. Can the condition of the laser cutter affect edge quality?
Absolutely. Regular maintenance, such as cleaning lenses and mirrors and ensuring proper calibration, is crucial for achieving consistent, smooth cuts.
2. Is it more expensive to achieve smoother edges?
Achieving smoother edges might require using higher-quality materials or spending more time on post-processing, which can increase costs. However, efficient machine setup and operation can help balance cost and quality.
3. How is the burr in laser-cut edges reduced?
Ans. The gas purity can be improved, or the gas pressure may be adjusted. For example, in the case of stainless steel laser cutting, a nitrogen case is recommended to be used for laser cutting so that the burrs can be reduced.
Conclusion
The guide above would have provided sufficient information about the laser-cut edges and how you can smoothen them differently. To achieve clean edges, the need to invest in a good quality, high-power laser cutting machine is critical, and for that, choosing a leading manufacturer is always very important.
Experience Smooth Precision with Baison Laser Cutting Machine!
Baison Laser understands the importance of having neat and clean edges after laser cutting. Hence, we incorporate advanced technologies in our laser cutting machine. It helps you achieve the finest cuts. Contact our team today if you need to invest in a good-quality laser-cutting machine.