Burrs are regarded as one of the critical headaches of laser cutting irrespective of the industry, be it manufacturing automotive parts, mechanical equipment, electronic components, or precision hardware. Most technicians seek ways to reduce imperfections, such as burrs.
However, the great news is these imperfections can be avoided with the right combination and handling. Although there isn’t a single solution for burrs, operators can use various methods to reduce burrs in laser cutting, resulting in high-quality clean cuts while saving time, effort, and resources.
What Is Burr in Laser Cutting?
Laser-cutting metal workpieces sometimes leave imperfections such as ridges or protrusions, commonly referred to as “burrs.” These imperfections usually emerge as the cutting tool enters or exits the metal sheet.
Almost every technician, irrespective of the industry, comes across this phenomenon, resulting in additional work. Many factors, including the machining method, materials involved, and the operator’s skill level, contribute to such material deformation.
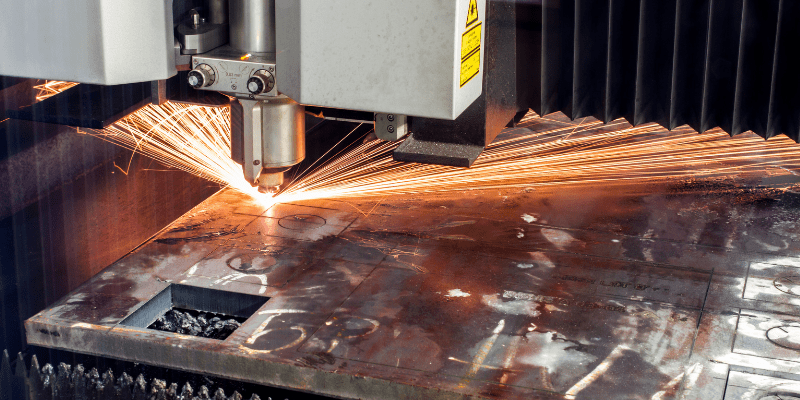
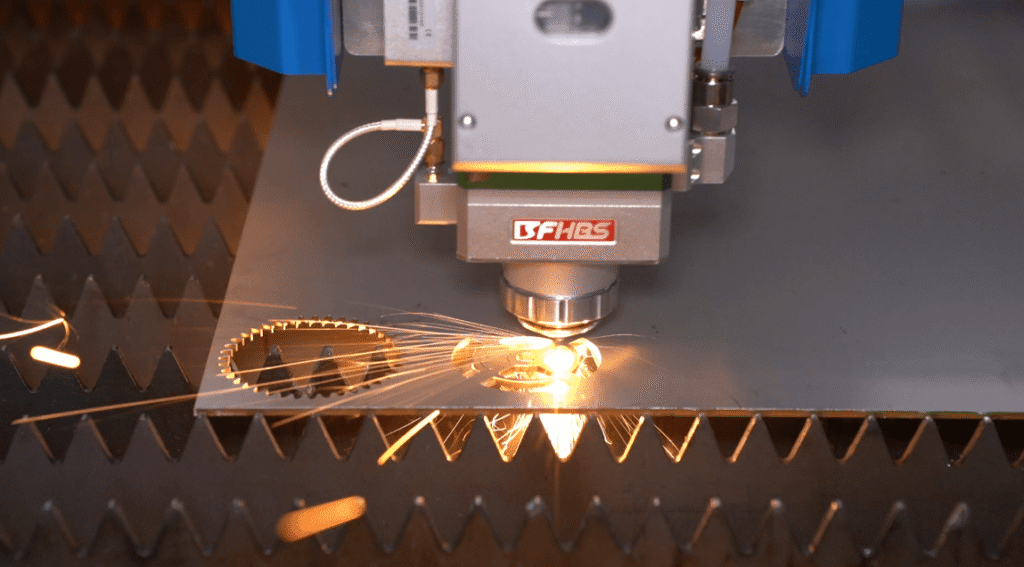
In fiber laser cutting, observing spark patterns to adjust speed and precisely controlling focus are the core principles of burr removal. Cutting speed must sync with the focus position: cutting carbon steel with oxygen requires a “positive focus” to boost combustion, while cutting stainless steel with nitrogen necessitates a “negative focus”.
If the focus drifts or the laser power attenuates, the slag cannot be fully detached, leaving hard dross on the bottom of the workpiece. To address this, Baison implements constant temperature control on the cutting head to suppress thermal drift, paired with a built-in process database that allows operators to seamlessly fine-tune settings based on the backward spark angle—radically preventing slag adhesion and eliminating the need for manual post-process burr removal.
Here are some common types of burr and how they are formed:
1, Cut-Off Burr
When a piece of material falls during the cutting process, resulting in a tear that leaves behind a cut-off burr.
2, Poisson Burr
When the cutting tool is applied to the workpiece, the downward tension causes its sides to bulge, bend, twist, or elongate, leaving a Poisson Burr on the edge of the workpiece.
3, Rollover Burr (Exit Burr)
Also known as an Exit Burr or a Rollover Burr, as the name suggests, this occurs as the tool is lifted from the workpiece at the end of the cutting.
4, Tear Burr
Metal sheets sometimes give away during the cutting process, with chips of material tearing loose, forming a Tear Burr.
5, Thermal Burr (Dross or Slag)
The laser cutting beam generates exceptionally high energy, sometimes bringing the metal workpiece to its melting temperature. Molten metal sometimes solidifies on the workpiece before the assist gas removes them, creating Thermal Burrs.
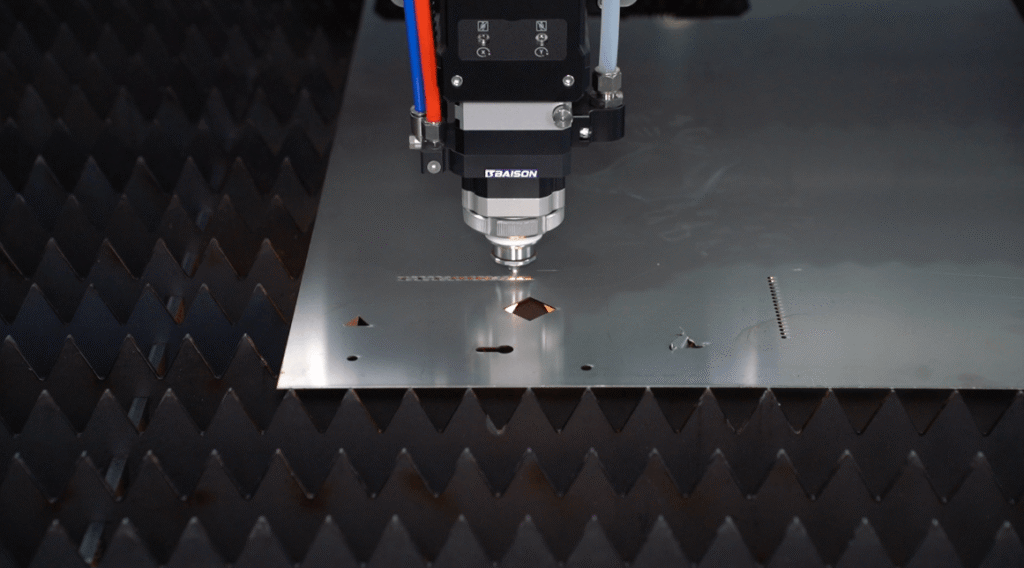
In sheet metal processing, burrs generated during laser cutting are essentially unremoved metal slag or dross. Operators frequently encounter three types of dross that present key challenges for post-process burr removal : first, fine, wrinkled dross at the bottom of stainless steel caused by insufficient gas pressure ; second, rough dross from over-burning when cutting carbon steel too slowly with oxygen ; and third, stubborn, unsevered slag resulting from natural laser power attenuation or incorrect parameters.
Understanding the causes of these thermal burrs is essential for preventing slag adhesion at the source, significantly improving processing accuracy while eliminating intensive labor and time costs associated with subsequent burr removal.
Why Is It Important to Make Burr-Free Laser Cutting?
The forming of burrs is a common phenomenon faced by technicians in various industries. Since burrs require additional work in deburring workpieces, consuming extra time, effort, and resources, burr-free cutting is always desirable.
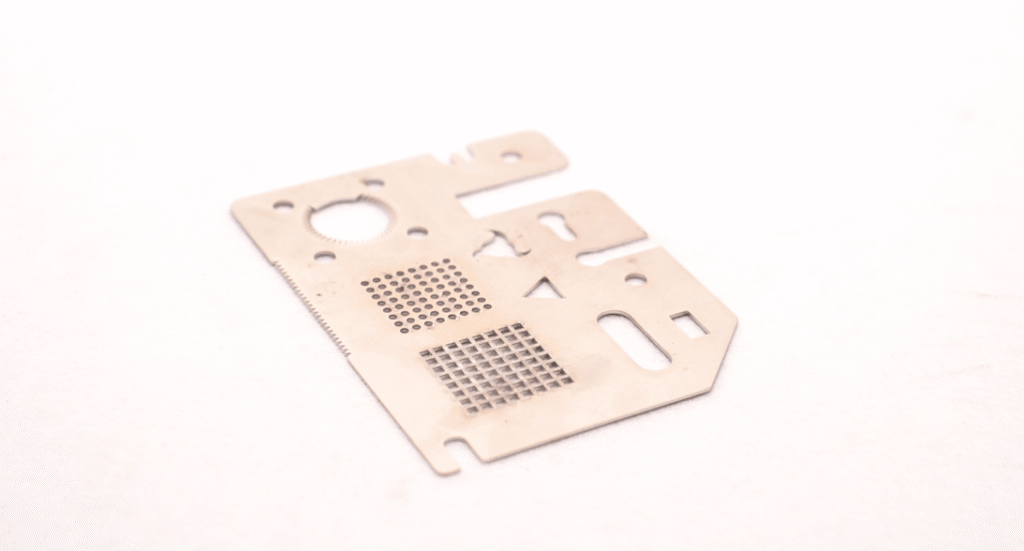
In sheet metal processing, achieving burr-free laser cutting directly eliminates wasted labor hours in post-processing and addresses the pain points of customer complaints. Take a sheet metal factory client in Foshan cutting 6mm aluminum plates as an example: due to severe dross attachment in the past, the factory had to assign two workers specifically for manual burr removal using angle grinders.
This not only wasted tens of thousands of yuan monthly on labor and grinding discs, but also frequently compromised dimensional accuracy during secondary grinding. After switching to Baison’s gas-path-optimized, high-precision laser cutting machine, the parts are finished right off the cutting bed. This completely eliminates the time-consuming and labor-intensive burr removal process, allowing workpieces to seamlessly transition to the subsequent robotic welding stage, significantly reducing operational costs and thoroughly eradicating the risk of order rejections due to defects.
Here are some reasons operators and businesses need to ensure burr-free laser cutting.
Helps Overcome Competition
Laser cutting is critical in manufacturing various components and accessories in highly competitive industries such as automobiles, electronics, and hardware. Since burrs lower the quality of workpieces, creating burr-free laser cuts is essential to stay ahead of the competition.
Enhances Processes
Laser-cutting is usually a part of a more extensive process in manufacturing factories. Deburring to correct burrs often creates delays and disruptions to the flow of such operations. Therefore, burr-free laser cutting can enhance manufacturing processes by eliminating the need for burr-related correctional work.
Reduces Operational Costs
Modern businesses are faced with high operational costs. Burrs usually require additional work and consume unnecessary time, labor, power, and other resources. Burr-free laser cutting avoids such extra work and reduces operational costs, enabling businesses to thrive.
Improves Accuracy & Precision
Burrs lead to decreased dimensional, position, shape accuracy, and surface roughness, sometimes failing to meet the specifications. Burr-free cutting ensures the accuracy of workpieces while adhering to engineering drawings and specs.
Improves Quality
Burrs lower the surface quality of workpieces. They can also interfere with the fitting or movement of components, making them more susceptible to fatigue and reducing their lifespan. Avoiding burrs can significantly enhance the quality of parts and components being manufactured.
Promotes Safety
The formation of burrs can sometimes put laser operators at risk. Furthermore, burrs that are left on workpieces can be harmful to end-users. Therefore, burr-free laser cutting prevents manufacturing workers and end users from harm.

Methods to Reduce Burr in Laser Cutting
Various factors contribute to the formation of burrs in laser cutting. Although it might sound like a highly complex process, technicians can effectively reduce burrs by making vital adjustments to their technique and critical elements in the laser cutting process.
Using Auxiliary Gas for Cutting
The impure gas can sometimes lead to the creation of burrs in laser cutting. The quality of cylinder gas usually drops after two refills. Additionally, using cylinder gas also results in more wastage after repeated refills.
Nitrogen is preferable as a flame-retardant gas instantly oxidizes molten metals, preventing burrs. Adjusting the auxiliary gas pressure to 12 to 15kg is also recommended, enabling nitrogen to blow away molten metals before they solidify into thermal burrs.
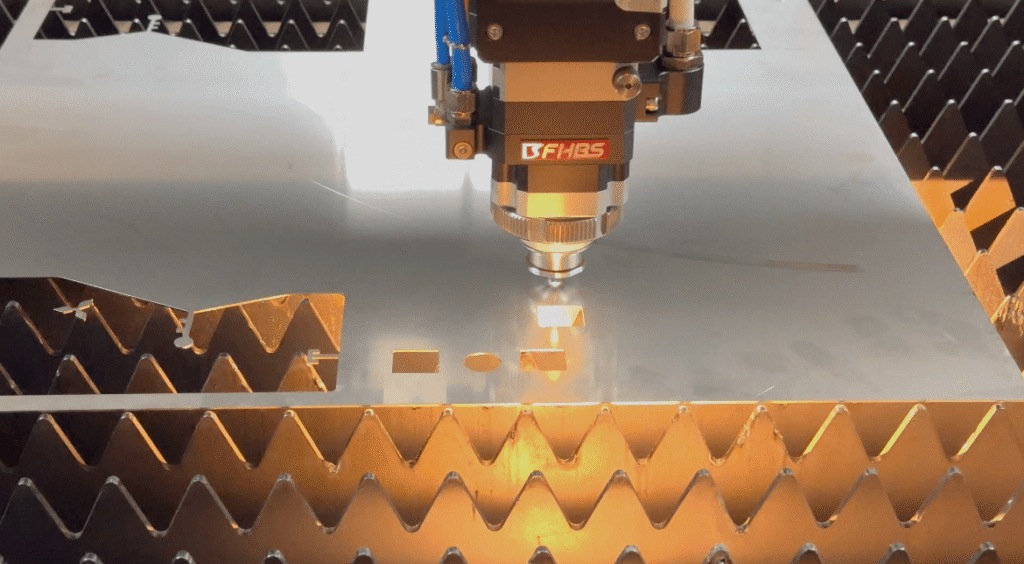
In fiber laser cutting, a one-size-fits-all approach to gas parameters is often the main culprit behind dross attachment. When processing stainless steel or aluminum alloys of varying thicknesses on mainstream 1000W to 3000W equipment, improper gas pressure adjustment not only fails to achieve burr removal but also leads to gas waste.
Truly professional workshops have already phased out low-purity cylinder gases, switching instead to high-pressure liquid nitrogen tanks or high-pressure air compressor systems. Paired with Baison’s built-in intelligent gas path and expert database, the gas pressure is precisely controlled to instantly blow away molten slag before it solidifies, fundamentally solving the burr removal challenge and ensuring a smooth cut surface.
Using Optimal Cutting Parameters
Understanding how the equipment,, gas, and parameters combine for cutting is critical in laser cutting. These parameters determine how well the laser beam, gas, and workpiece meet and whether or not the cutting process will lead to burrs.
As machines are put to work in busy manufacturing processes, the parameters change fractionally, leading to below-optimal settings, which lead to an increase in imperfections. Machine fatigue also plays a vital role in the formation of burrs, giving operators and supervisors all the more reason to plan work without overworking operators and machines while ensuring timely maintenance of laser-cutting machines.
| Parameter | Description |
| Laser Beam’s Focus | If the cutting machine’s laser beam is offset or out of focus, it can lead to the creation of burrs during laser cutting. Therefore, routine debugging laser cutting machines where the focus is checked and appropriately adjusted can help achieve burr-free cuts. Sometimes the positioning of the beam may appear deviated. The solution here is to adjust the upper and lower positions according to the beam’s offset position. |
| Machine Output Power | Using lower than the optimal output power of the cutting machine can lead to imperfections. Start by checking whether the laser cutting machine is functioning optimally, especially the output value. Setting the machine to work with optimal output power through timely maintenance is crucial for reducing burrs. |
| Wire-Cutting Speed | Burrs can appear if the laser-cutting machine’s wire-cutting speed is slower than optimal. Routinely check the machine’s wire-cutting speed and adjust it to the optimal level to avoid burrs. |
| Purity of Auxiliary Gas | Auxiliary gas, too, can have impurities. Check the quality of the auxiliary gas so that the gas flow can be effective at evacuating molten material before they turn into burrs. |
| Stability of the Machine | Modern-day manufacturing plants are bustling. When a laser-cutting machine operates for too long without much rest, it can lead to the formation of imperfections. Keeping machine fatigue in mind and providing machines with some rest can help achieve burr-free laser cuts. Providing enough rest to machines can save valuable resources spent on deburring, although it might initially seem like a waste of time. |
In fiber laser cutting, moving past vague descriptions and mastering core parameters is the key to achieving burr removal. Take processing 3mm carbon steel and 2mm stainless steel as examples; the industry tuning maxim is “look for combustion for carbon steel, and aim for negative focus for stainless steel.” Cutting carbon steel requires a “positive focus” paired with pure oxygen to boost combustion, while cutting stainless steel strictly necessitates a “negative focus” to penetrate deep into the plate alongside high-pressure nitrogen.
If the focus drifts or cutting fails due to power attenuation, the slag cannot be fully detached, leading to heavy dross building up at the bottom of the workpiece. With the help of Baison’s built-in expert-level process database, operators can call up the optimal speed and focus ratio with a single click—preventing slag adhesion at the source and completely liberating labor from post-process burr removal.
Finding the Sweet Spot in Cutting Speed
Slower cutting doesn’t always materialize into burr-free cuts. Some operators wrongly believe that slowing things down while cutting helps reduce burrs. However, it injects unnecessary heat into the kerf, raising the temperature to extreme levels and disrupting the gas flow due to vaporization.
These disruptions often result in the gas flow being ineffective in evacuating molten metal, leading to imperfections such as burrs. Therefore, operators need to find the sweet spot in the feed rate. Cutting a little faster while ensuring the accuracy of the cut is consequently advisable so that the gas flow properly removes molten material before it solidifies into burrs.
Then there is the other side of the same coin. Laser-cutting technicians are sometimes required to work against the clock to meet hectic targets, resulting in them trying to perform cuts too fast. Doing so not only puts them at risk of injuries but also increases the likelihood of imperfections such as burrs. Therefore, operators need to understand the importance of using the optimal speed to produce burr-free laser cuts.
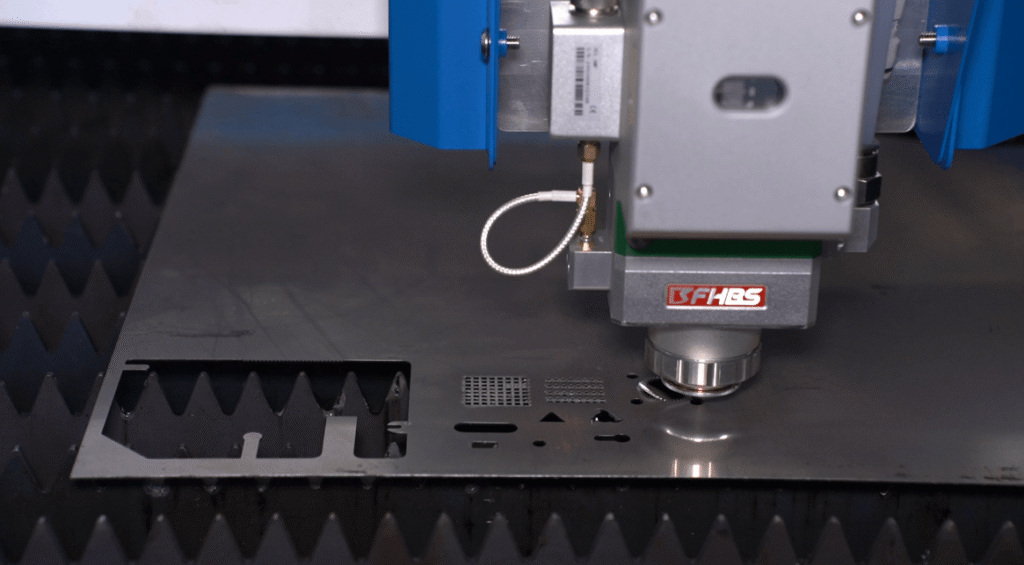
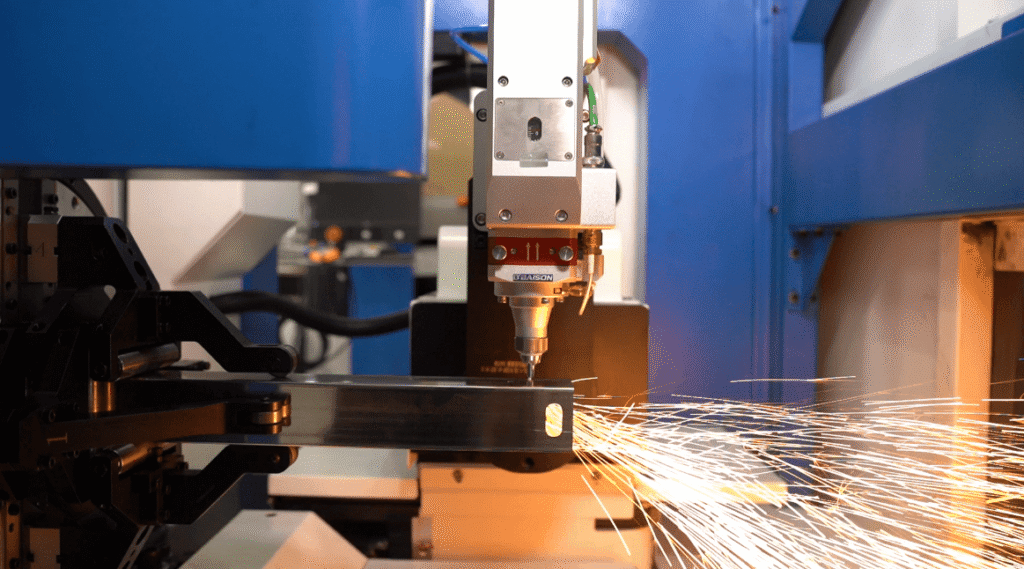
In fiber laser cutting, observing spark patterns to adjust speed and precisely controlling focus depth are the keys to fine-tuning burr removal. Cutting speed must sync with the focus depth: cutting carbon steel with oxygen requires a “positive focus” to boost combustion, while cutting stainless steel with nitrogen necessitates a “negative focus” for deep cutting.
Excessively fast speeds will result in incomplete penetration, causing internal hole dross and part rejection, while too slow a speed will generate rough slag due to excessive heat input. Experienced operators will use a speed ladder test to achieve the optimal balance between speed and focus, allowing the slag to be instantly blown away by the airflow at the exact right moment, thereby completely eliminating subsequent burr removal processes.
FAQ
Q1: Which industries are Baison machines suitable for in terms of burr-free processing?
A: Suitable for sheet metal, cabinets, kitchenware, and auto parts, delivering finished parts without manual grinding.
Q2: Do Baison machines support custom parameters for burr removal?
A: Yes.One-click customization of gas, focus, and speed via the built-in database for various materials.
Q3: What is the most common mistake made during tuning for burr removal?
A: Using one-size-fits-all parameters or over-speeding while ignoring spark patterns, power attenuation, and focus drift.
Q4: How does burr-free laser cutting reduce operational costs?
A: It eliminates manual grinding labor and disc costs, preventing defect-related returns.
Q5: What are the key factors when using assist gases for burr removal?
A: Use high-pressure liquid nitrogen or air compressors instead of low-purity cylinders to blow away slag instantly.
Conclusion
Burrs are imperfections that form during the laser cutting process, resulting in the need for deburring, leading to wasting time, labor, and other resources. If left uncorrected, burrs affect the precision and quality of the workpieces and components used to produce. Although the common occurrence of burrs makes it seem like a natural part of laser cutting, there are many steps operators can take to reduce burrs significantly.
Using auxiliary gas with fewer impurities, adjusting laser-cutting machines to optimal parameters through routine maintenance, and fine-tuning the cutting techniques of operators are some key methods for burr-free laser cutting, enabling technicians to up their game and produce more precise, smoother, and safer workpieces and components efficiently.
Expert Help Is Just a Few Steps Away!
Do you have more questions or need a quote for expert help and guidance? Contact us with the details of your requirements, and the experts of Baison will get back to you with professional guidance and a competitive price quote now.



