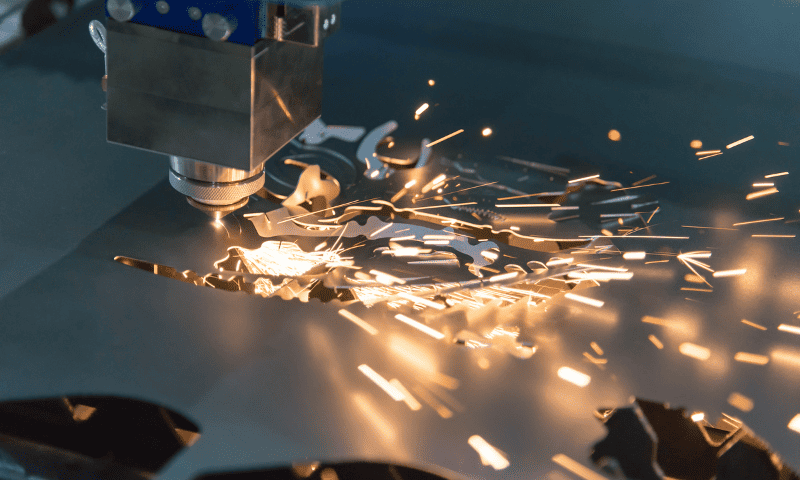
Laser cutting is an incredibly versatile and precise means of manufacturing. From cutting thin sheets of aluminum to cutting thick rubber foam, nothing can stand up to the might of the laser beam. Different laser-cutting processes can be employed depending on your application, material choice, laser power, and desired outcome.
In this article, we will explore the different types of laser cutting processes, highlight their applications, and help you choose the best one for your business.
What is Laser Cutting Technology?
Laser cutting is a non-contact manufacturing process that utilizes a focused laser beam to selectively melt the workpiece. The laser cutting head is controlled by a CNC (computer numerically controlled) system that accurately and precisely directs the laser.
This process is compatible with several material options, such as metals, plastics, fabrics, ceramics, wood, etc. In stark contrast to conventional material processing techniques, laser cutting is fast, accurate, requires less post-processing, and is more reliable.
Types of Laser Cutters
Laser cutting equipment is generally classified based on the laser source.
- Gas Lasers (CO2 Lasers)
- Fiber Lasers
- Solid State Lasers (Nd: YAG Lasers)
- Direct Diode Lasers
Carbon Dioxide (CO2) laser cutters are an older technology but are still relevant for their affordability, power, and convenience. Nd: YAG lasers (neodymium-doped yttrium aluminum garnet lasers) are low-power and high-reliability options primarily used in the medical industry for skin treatment. Solid state cutters are often branded as crystal laser cutters, since Nd: YAG is classified as a crystal.
Direct Diode Laser cutters are compact machines that can output an impressive amount of energy from a small form factor. Finally, we have Fiber Laser, the technology with the most versatility and potential. Fiber laser cutters are the best of both worlds, matching the high power of CO2 and the compact design of diode laser cutters.
When evaluating industrial laser cutting methods, Baison breaks away from generic textbook definitions with its hardcore, ultra-high-power matrix, directly addressing the core pain points of high-volume manufacturing:
- 10kW+ Fiber Laser High-Speed Sheet Cutter: Featuring main power outputs from 12kW to 40kW, this system specializes in extreme thick-plate processing. Equipped with the FSG6000 control system, it achieves a repetitive positioning accuracy of ≤±0.03mm and a 35.6% jump in cutting efficiency at 1.5G acceleration, maintaining exceptional verticality even when tackling ultra-thick carbon steel.
- Handheld Laser Welding & Cutting All-in-One Machine for Thin Sheets: With power outputs from 1kW to 3kW, it targets the enclosure, hardware, and automotive parts industries, delivering high-energy feedback and micron-level kerf control.
- Direct Diode & Specialized Cutting Systems: Utilizing high electro-optical conversion efficiency combined with ≤0.02mm high-frequency sampling coaxial gas technology, these systems excel in high-speed cutting of highly reflective materials like aluminum and copper, completely eliminating the risk of back-reflection burning out the laser source.
Backed by real-world workshop test data, Baison’s precision selection matrix unlocks higher profit margins for professional buyers demanding peak production capacity and strict process benchmarking.
7 Different Types of Laser Cutting Processes
Laser cutting is a diverse and versatile manufacturing technique that can be modified to adapt the process to different applications.
1. Fusion Laser Cutting (Melt Cutting)
Laser fusion cutting is the standard mode of operation for a laser cutter.It uses a high-intensity laser beam to input lots of heat into a small area on the workpiece until the metal reaches a molten state. At this point, a jet of inert gas (Nitrogen, Helium, or Argon) blows away the molten metal.
The process requires the laser beam to stay in one place for a long time until melting starts. Since the molten material is a lot softer, the gas jet can easily slice through. The gas or gas mixture must be inert to prevent metal oxidation. It is also called a shielding gas as it shields the working material from the surrounding oxygen.
Applications
- Cutting metal materials (aluminum, copper, steel, nickel, titanium, etc.).
- Typically used for large volume low accuracy productions.
2. Vaporization Laser Cutting (Laser Sublimation Cutting)
Vaporization is a non-metal cutting process that holds the laser beam in one place until the work material heats and vaporizes away. It also uses an inert gas jet. However, the primary goal is to blow away the vaporized particles and not prevent oxidation.
Thicker materials require more heat and longer laser exposure times, leading to greater vaporization and, thus, greater material loss.Laser Vaporization can be used for low-melting point metals like Tin or Lead. However, these metals are better suited to traditional processing techniques.
Applications
- Cutting non-metallic materials (paper, fabrics, wood, plastic, rubber, etc.).
- Used for non-industrial design and fabrication work, such as art, furniture design, etc.
3. Remote Laser Cutting
Remote Laser Cutting is a sublimation-based manufacturing process that vaporizes metal material without requiring a gas jet. As there is no gas jet to assist with material removal, remote-cutting machines are primarily limited to thin sheets of metal.

Applications
- Sheet metal cutting (aluminum and steel).
- Cutting simple geometric designs.
4. Oxygen Laser Cutting
Standard melt laser cutting is limited to a material thickness of 0.6″ (15mm) at sub 2kW laser power and 1″ (25mm) for anything above 2kW. Laser Assisted Oxygen Cutting (LASOX) enables standard 2kW laser cutters to cut extra thick materials 2″-4″ (50mm to 100mm).
Image source: ResearchGate
As the name suggests, oxygen replaces the standard inert gasses used in laser cutting here. Oxygen acts as a fuel, increasing the laser’s heat at the focal point and significantly raising the temperature. LASOX also improves the overall cutting speeds for thick materials.
Applications
- Cutting thick materials (steel, stainless steel, and aluminum).
- Manufacturing metal blanks (rough shapes for further processing).
- Heavy machinery manufacturing.
In medium-to-thick plate processing, traditional oxygen laser cutting often suffers from severe “Piercing Blowouts” due to the misalignment of the laser beam and the gas jet, which directly destroys the yield rate of the entire sheet.
When tackling carbon steel thick plates of 20mm and above, the Baison Application Test Center uses the MCD100 to strictly lock down the coaxiality error to an ultimate state of ≤0.02mm. Working in tandem with a specialized double-layer nozzle system, this ensures perfect, layer-by-layer progressive flow field control during oxygen piercing.
This seamless gas pressure switching, backed by hardcore data, completely eliminates blowout phenomena, guaranteeing cross-section verticality during continuous, high-power automated mass production.
If your current high-power cutting line is plagued by rough cross-sections, frequent blowouts, or inconsistent verticality, you might want to cross-reference your current setup against these field-tested process indicators to re-evaluate the precision leakage points in your tuning workflow.
5. Flame Laser Cutting
Laser flame cutting uses a jet of oxygen fuel gas mixture to increase the heating and vaporization capabilities of the laser cutter. Common gas fuel options include propane, natural gas, or acetylene. This process is also known as oxy-acetylene or oxy-fuel laser cutting.
Unlike LASOX, a proprietary manufacturing technique that only uses oxygen, flame cutting is a generic, non-trademark process compatible with various fuel mixtures. The key difference here is the gas mixture used to augment the laser beam.
The oxygen and acetylene mixture produces a hotter flame, matching plasma cutting capabilities. Flame cutting supports a maximum material thickness of 10″ (270mm).
Applications
- Cutting thick materials (steel and aluminum).
- Processing metal billets and ingots.
6. Zero Width Laser Cutting (Thermal Stress Laser Cutting)
Zero Width Laser Cutting (ZWLC) uses fiber lasers (controlled bursts) in conjunction with a cooling jet (water or coolant) to initiate internal thermal stresses in the material to initiate micro-cracks. These controlled micro-cracks shatter the material along the desired scribe line (zero-width) without any material loss.
Micro cracks are generated from a difference in the expansion rate of a material. Zero-width heats up materials like glass just enough to initiate thermal expansion. The accompanying cooling jet then cools down the glass, creating a gradient between the hottest and coldest parts, resulting in high internal thermal tensile stresses.
Laser melt cutting removes (vaporizes) material equal to the spot diameter (focus point of the laser). This material loss decreases the overall cutting accuracy of the laser cutter. Hence, zero-width laser cutting is used for high-dimensional accuracy projects.
Applications
- High dimensional accuracy application.
- Brittle materials like glass sheets and ceramics.
7. Controlled Fracture Laser Cutting
Controlled fracture laser cutting machines work by inducing thermal stresses in brittle materials. Unlike ZWLC, it initiates cracks without needing a coolant. It will occasionally require a mechanical shock to separate the two sides of the material.
Standard controlled fracture laser cutters use carbon dioxide (CO2) lasers to heat the material, causing it to expand and inducing compressive stress. On cooldown, the heater material contracts and ends up in a state of tensile stress.
An alternate technique involves the use of CO2 and fiber lasers in conjunction. Fiber lasers produce a powerful focused laser beam that easily scores through the toughest materials. CO2 lasers provide a more gentle heat that heats up the workpiece without initiation.
Applications
- High-hardness materials (alumina ceramics, glass, silicone carbide, etc.)
- Cutting Gems (Zirconia, Ruby, etc.)
Choosing the Right Laser Cutting Process
Picking the right laser-cutting process is all about application preference and material compatibility. Here are a few important factors that will help you decide.
1. Application and Material Properties
Outline your business’s current applications and identify future needs as you expand and grow. Businesses primarily dealing in metal-cutting applications will benefit from fusion and flame-cutting processes. For everything else, vaporization cutting will be perfectly adequate.
2. Material Thickness
Material thickness is typically not a concern for most industries. Laser-cutting machines can handle most materials with ease. However, the only suitable option for metal plates with a thickness of 1″ or greater is a gas-accelerated laser cutting process such as oxygen or flame cutting.
3. Laser Source
Carbon dioxide and fiber lasers are the two most common sources of laser cutters. CO2 is generally recommended for low-cost and high-performance applications. Fiber lasers are better for high precision, versatility, and reliability-oriented tasks.
In evaluating 10kW+ high-power laser cutting methods, the Baison Application Test Center provides digital integration standards tailored for high-volume industrial procurement. When the equipment is configured with the FSG6000 control system and a 12,000W Raycus Global Edition laser source, both its X/Y-axis positioning accuracy and repetitive positioning accuracy achieve a precise ±0.03mm.
Under extreme operating conditions of 1.5G acceleration, this configuration significantly enhances control performance over thick-plate verticality and cross-section surface roughness.
During field tests in the workshop, the laser head’s one-touch “Follow” function precisely descends to an automatic collision-avoidance height of 1mm. Working in tandem with Baison’s customized high-performance servo motors and integrated reducer optimization algorithms, this allows the overall cutting efficiency of high-speed models to leap by 35.6% compared to conventional equipment.
These core process parameters, backed by rigorous factory data, not only fulfill the supply chain’s high-precision benchmarking requirements for complex workpieces but also reserve highly imaginative flexible processing space for professional buyers pursuing ultimate production capacity.
4. Operating Costs
Flame cutting offers better versatility and can cut a more diverse range of metals. But the operating costs are significantly higher mainly due to the fuel gas. Consumables like oxygen or acetylene lose efficacy while stagnant in a gas tank and require frequent monitoring.
5. Laser Cutting Machine Size
Some processes require a larger work bed, which has its own logistical challenges. Ensure that your chosen laser-cutting process is compatible with your factory floor space.
6. Return on Investment (ROI)
The initial investment into a specific laser-cutting process will always be significantly higher. A good ROI for a single laser cutter is roughly 30%, but for a large factory dealing with multiple laser cutters, an annual ROI of 10% is acceptable.
When evaluating the return on investment (ROI) of 10kW+ high-power laser cutting methods, Baison breaks through the efficiency bottlenecks of traditional experience-based setups via digital machine tuning. In sheet metal enclosure, hardware, and automotive processing workshops, traditional manual optical axis adjustment is both time-consuming and wasteful of test-cut materials.
By upgrading to the digital photoelectric measurement algorithm (MCD100), the core centering and coaxiality calibration time is rigidly compressed to under 30 seconds, directly skyrocketing overall setup efficiency by 5 times.
This minimalist process allows novice apprentices to fully master the standard workflow within 10 minutes. While significantly reducing dependence on highly-paid, skilled operators, it leverages zero-waste trial cutting and the release of ultimate production capacity to help industrial buyers quickly recover equipment upgrade costs in just 3 months, locking in higher profit margins for modern workshops.
When evaluating industrial laser cutting methods, Baison establishes a benchmarking standard for 10kW+ processing with hardcore data. When the equipment integrates the FSG6000 system with a 12kW–40kW Raycus laser source, the repetitive positioning accuracy reaches ≤±0.03mm, and the cutting efficiency leaps by 35.6% under 1.5G acceleration.
For highly reflective and thick plates, the system utilizes ≤0.02mm high-frequency sampling coaxial gas technology to seamlessly switch between high-pressure nitrogen and oxygen flame processes. This suppresses edge collapse while completely eliminating the risk of back-reflection burning out the laser source.
This level of parameter control, paired with the MCD100 algorithm, shortens core centering time to under 30 seconds and causes setup efficiency to skyrocket by 5 times, assisting professional buyers in rapidly recovering equipment costs within 3 months.
FAQs
Q: How should I choose the laser cutting method for different plate thicknesses?
A: Choose nitrogen fusion cutting for thin-to-medium plates to prevent oxidation. For carbon steel above 20mm, select oxygen flame cutting paired with a double-layer nozzle for layer-by-layer flow control, which saves gas and eliminates blowouts.
Q: Does Baison support customization for specific processes?
A: Yes. We offer custom integration of the FSG6000 system with 12kW–40kW Raycus laser sources, combined with ≤0.02mm high-frequency sampling coaxial gas technology to specialize in cutting highly reflective materials.
Q: What is the most common mistake when evaluating laser cutting methods?
A: Looking only at nominal power while ignoring dynamic accuracy. Setups should strictly benchmark against Baison’s field-tested 1.5G acceleration, ≤±0.03mm repetitive positioning accuracy, and 1mm automatic collision-avoidance height.
Q: How can processes be optimized to shorten the ROI cycle?
A: Replace manual axis adjustment with the MCD100 digital algorithm to compress beam centering to under 30 seconds. This skyrockets setup efficiency by 5x, helping workshops recover costs within just 3 months.
Q: What is the root cause of frequent blowouts and poor verticality in mass production?
A: The root cause is the misalignment of the laser beam and the gas jet. Baison strictly locks down the coaxiality error to ≤0.02mm, preventing edge collapse and ensuring cross-section verticality while maintaining peak cutting speeds.
Conclusion
Laser cutting is a whole field of laser-based manufacturing techniques. It offers many benefits over traditional manufacturing processes, such as smaller form factor, broader material compatibility, and excellent precision.
Laser cutting further increases your productivity by offering an expansive selection of cutting processes that cater to different markets. Hence, it’s unsurprising that almost every modern industrial manufacturing process utilizes a laser cutting machine.
Experience the Best of Laser Technology with Baison Laser!
Baison is the leading manufacturer and supplier of laser solutions across the globe. With over 300 patents and a large R&D staff, we stand atop the mountain of laser technology. Baisonlaser cutters are equipped with the finest components and come in CO2 and Fiber varieties.
OurFREE Application Evaluation program will help you choose the right laser-cutting process for your business. Let Baison be your guide to success.Contact Us Now!



