This article will explore several methods for quickly analyzing the strength of a welded junction. Let’s begin the journey through laser welding and the finest practices employed by Baison Laser Equipment.
Understanding Laser Welding
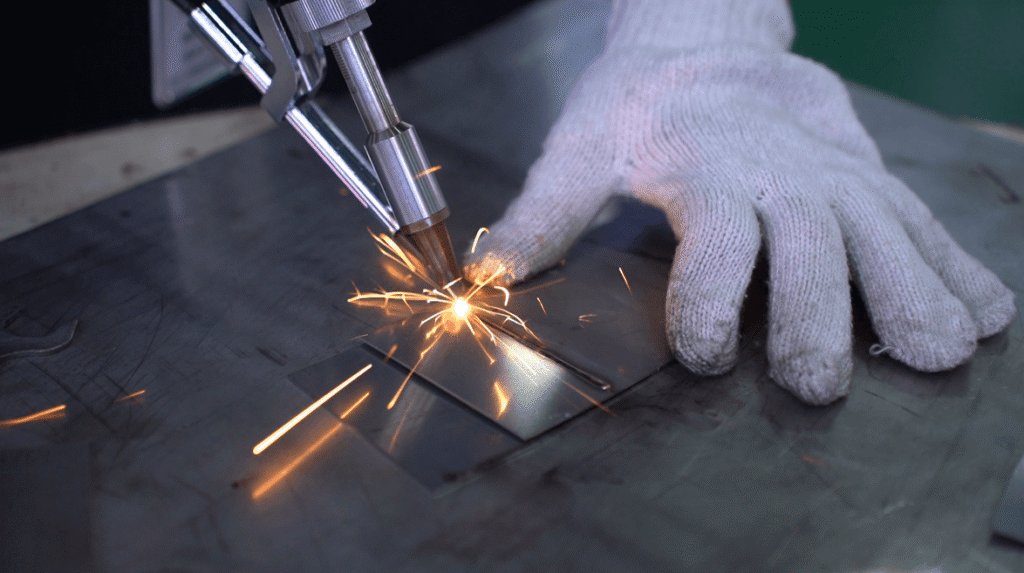
The evolution of laser welding has made high quality possible. Now, welding is a process in which two metals are joined together by utilizing high power and welding speed. In laser welding, a laser beam is used to combine the metal pieces with high welding speed.
Here, the standalone laser welding unit is used to direct a laser beam toward the metal. Because of high welding speed, the laser’s point of contact melts and is welded in a robust manner. Laser welding is revolutionizing and it is making advances. A laser beam is often produced via CO2 laser welding or fiber laser welding.
In industrial production lines, fiber laser welding is ultimately a high-stakes balancing act between maximum speed and extreme precision. Baison fiber laser welding machines offer power outputs ranging from 1kW to 40kW. In actual mass production, they can weld 1mm stainless steel at speeds up to 80mm/s, and achieve deep-penetration, high-efficiency welding on 5mm carbon steel at 15mm/s.
Baison’s fiber laser welding systems are now deployed at scale worldwide—powering new energy (battery top covers), premium hardware (polish-free export parts), and medical devices (ultra-thin hermetic enclosures) to help fabricators slash costs and boost efficiency.
In PQR butt weld testing, precise specimen extraction is critical for compliance. Based on factory floor data, the Baison Process Lab mandates a strict sampling standard for 1–8mm plates:
- Trimming: Cut 50mm off both ends of the test plate to discard unstable arc start/stop zones.
- Layout: Within the NDT-cleared segment, extract specimens symmetrically from the outside in: Tensile — Bend — Metallographic (center) — Bend — Tensile (totaling 2 tensile, 4 bend, and 1 metallographic).
This layout completely bypasses Heat-Affected Zone (HAZ) interference. Supported by Baison’s high-power lasers, 0.1–0.2MPa high-purity argon shielding, and precision wire feeding, actual tests achieve 100% base metal fracture. For high-standard manufacturers, this field-proven arrangement is the key to passing process qualifications on the first try.
Why Laser Welds Strength Testing is Crucial
Laser welding is a positively efficient and precise metal joining technology that has various advantages, such as low deformation, a restricted heat-affected zone (HAZ), and the ability to weld various materials. However, the quality and integrity of the welded joints can deteriorate over time. Here are some of the reasons why laser welding strength testing is crucial.
- You will be pleased to know that it can ensure that the joints are able to withstand the strain without failing.
- Using these tests, you can, without fail, validate the laser welding process and determine whether it meets the mechanical qualities of the production process.
- With a welding test, you can make course corrections in your welding process.
- You can demonstrate the efficacy of welding process factors such as welding speed, laser beam welding power, etc.
Different Types of Welding Joints
There are five basic laser welding joint types used in the industry:
Type 1 – Butt Junction Welding
When two pieces of metal are joined together, and their sides are welded, a butt junction is formed. Butt joints are commonly employed in plumbing systems and can be single, double, or many. To gain a better understanding, consider the thickness and welding method.
Type 2 – Tee-junction Welding
A tee joint forms when one piece of metal is perpendicular to another, leading to the formation of a T shape. Considering the structure, it is made when a pipe is welded onto a base plate. However, you must ensure that there is effective penetration into the root of the weld metal.
Type 3 – Edge-joint Welding
An edge junction is a sort of laser welding joint in which the metal parts are placed together so their edges are even, and such welds are commonly used in sheet metal manufacturing. The goal of the weld metal is to create a junction with distributed tension that can withstand a load, which is exactly what happens with edge joints.
Type 4 – Lap Joint Welding
The lap joint is another major type of welding joint (distinct from a butt joint). The two metal pieces are arranged in an overlapping pattern. They can be seamlessly welded to create a flawless laser welding junction.
Type 5 – Corner Joint Welding
A corner joint welding is similar to tee joint welding but differs in metal positioning. The only difference is that the metal is welded in an L shape in the corner. These are most commonly used in the manufacture of frames, metal boxes, and so on.
These are some of the most frequent laser welding joints. The type of connection chosen is determined by criteria such as the weld metal, the needed strength, the welding method such as the laser beam welding method, etc. With each joint having its own advantages and disadvantages, you must select the best type to provide strong and durable welded joints.
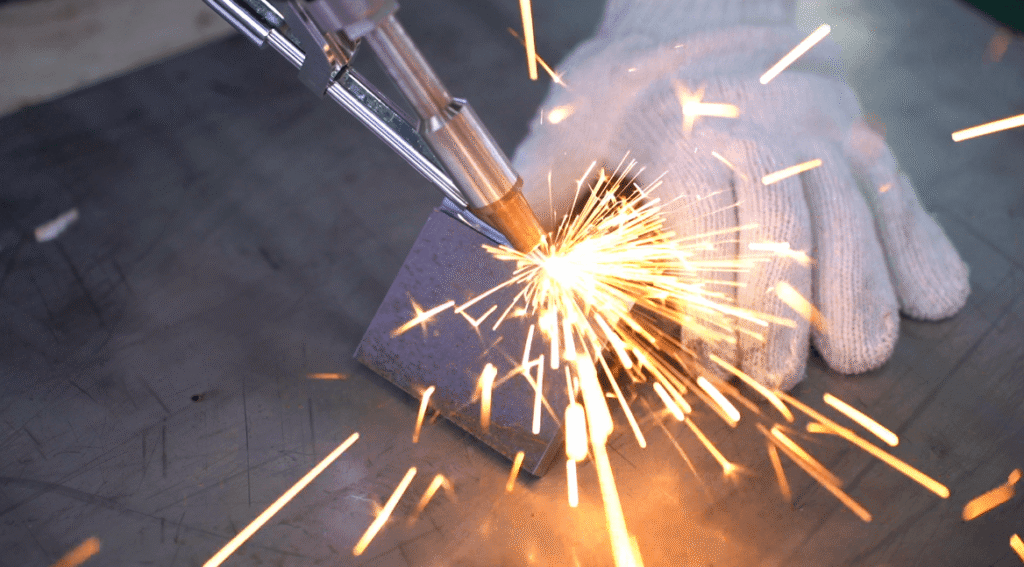
Why do many fabricators suffer from hot cracking in corner and lap laser joints, or incomplete penetration in butt welds with even minor gaps? The culprit is a lack of fine control over energy distribution and shielding gas.Baison bypasses theoretical talk, delivering proven industrial laboratory results:
- Handling Assembly Gaps: To solve burn-through on thin-sheet butt joints, Baison utilizes Wobble welding technology to expand spot coverage. Paired with precision wire-feeding, it easily achieves single-sided welding with two-sided formation on fit-up gaps up to 1.5mm.
- Controlling Spatter & Shielding: For medium-thick plates, Baison’s standard MAP Series Gas Mixing System is key. By precisely blending shielding gases, it suppresses spatter and optimizes weld metallurgy. In actual 3mm stainless steel testing (Parameters: 2kW power, 1.1m/min speed, 15L/min gas flow), the system delivered smooth weld toes with zero undercutting or porosity.
Ultimately, Baison boosts overall processing efficiency by over 30%. For fabricators chasing high-margin contracts, this “polish-free, single-pass” performance is true cost reduction and efficiency gains.
Factors Influencing Weld Strength
Uniformity of the laser weld per the length of the base metal ensures quality laser welding. Therefore, if one factor is missed out, the quality hampers. Here are certain factors that influence laser weld strength:
- The quality of the welds in metallic materials ensures the longevity of the weld joints. Therefore, you must check the material quality and thickness of the base material for better welding strength. You must also pay attention to the concentration of stress on joints to determine the effectiveness of the design on weldability.
- The process parameters used for laser welding play an important role. If you use a different welding method for different base metals, there might be an impact on the weldability. In case you have high-strength steel, you may use plasma arc welding to prevent overheating.
- For effective results, use a high-power source for a high-power laser beam. You can also include a shielding gas to protect the laser welding junction from outside contaminants. However, always keep the welding metal in a free state of contraction and expansion during the entire laser welding process.
- Welding speed has a direct effect on overall weld quality and the heat-affected zone (HAZ). As a result, for laser welding, ensure that the speed and laser power of the laser beam are perfectly balanced. Another crucial factor to consider for proper energy distribution and heat concentration is controlling the focus and spot size of the laser beam.
- There are times when the material is corrosive, then you must ensure corrosion resistance while working in such mediums. However, we insist on conducting quality control tests to ensure the durability of laser welding joints.

In industrial processing, laser welding strength depends on the precise matching of power, speed, and gas flow. Baison Process Laboratory tests demonstrate that when processing 1–8mm carbon and stainless steel, keeping the shielding gas flow strictly at 12–20 L/min with welding speeds of 15–25 mm/s narrows the Heat-Affected Zone (HAZ) to just 1/5 of traditional arc welding. For aluminum alloys, switching to a high-flow pure argon shield of 20–25 L/min is required.
Microhardness testing reveals an exceptionally smooth hardness gradient transition between Baison’s weld zone and the base metal, featuring tightly packed, refined microcrystalline grains. This fine energy control completely eliminates the risk of brittle fracture under high-stress working conditions, giving fabricators the core technical edge needed to secure high-standard contracts.
6 Ways to Assess the Strength of Laser Joints
With the increasing loading and unloading activities, it has become crucial to check the strength of laser welds in all manufacturing processes by ensuring that all laser welding parameters are met. Here are six tests that can provide you with a better path:
1. Tensile Testing
The tensile test is done in the initial state to test the weld metal performance. It is done to determine the best filler metal for the laser welding application. A demo piece of the exact same measurement is loaded and stretched to test the tensile strength and ductility of the weld.
After the test, the tensile strength is displayed. Manufacturers perform tensile strength testing procedures per the specific requirements of the base metal plates.
Tensile tests can be conducted in various ways. One, you can pull apart the laser weld until it reaches a breaking point. Secondly, you can place it in shear until it reaches its extreme breaking point. You can also do a compression test to check the tensile strength of the laser welding joint.
2. Bend Testing
The bend testing is usually done in the butt welded joints where the ductility and cracking resistance of the laser welding joint are assessed. The process is simple and qualitative. Therefore, you could either conduct it under guidance or on your own. Common bend tests include the guided bend test and the side bend test.
3. Microhardness Testing
In this test, the welded joints are assessed in-depth. You can gain knowledge about the microstructure and mechanical properties of the welded joints at a microscopic level. While forming a joint, the heat is localized, and a heat-affected zone (HAZ) is formed adjacent to the weld. This is where microhardness testing helps. It checks for variations within the HAZ and identifies if there is any chance of cracking or reduced strength.
4. Fatigue Testing
In manufacturing industries, there is a cycle of multiple loading and unloading of objects. There are chances that when you repeat the cycle, your joint or object might break into pieces and that can cost you money and time. That is why fatigue testing is important for you to conduct to avoid any potential future failure. The immediate purpose of this testing is to identify the endurance limit of the laser welding joint.
The result is based on the number of loading cycles a component can endure. The process is simple; all you have to do is get a specimen identical to the weld. After that, you have to load the material and perform a loading & unloading cycle. For every weld, the specifications or weight measurements are different, so you must consider them before proceeding with the testing.
You must continue the fatigue testing cycle until you have a proper stress-life (S-N) curve and endurance limit of the joint.
5. Impact Evaluation
Impact testing helps you determine the toughness and resistance of the material you are planning to use for laser welding. There are times when your object might face external forces, and to your surprise, it is intact. The fortunate reason behind this is the positive result in impact evaluation. It can withstand that load, and others will fail. In simple words, the main objective is to check the material’s energy absorption capacity to avoid any future failure.
Learning about each test is no piece of cake, but you must know that the impact test is divided into two categories: the Charpy impact test and the Izod impact test.The specimen is placed in a pendulum-type machine, and the pendulum is discharged from a specified height during the Charpy impact test. The outcome is determined by the amount of energy released following the strike, which is used as an indicator of toughness.
In the Izod impact test, on the other hand, the specimen is held in a vertical posture, and the pendulum is struck from the opposite side. In this case, the absorbed energy represents the toughness factor in laser welding.
6. Non-Destructive Testing (NDT)
Welded components are prioritized in non-destructive testing. hey are not harmed, and the quality of the laser welding junction is also evaluated. The major goal of this procedure is to detect any defects as well as to evaluate the weld quality.
There are some NDT methods carried out to perform this testing effectively. They are called visual inspections, radiographic testing (RT), ultrasonic testing (UT), phased-array ultrasonic testing (PAUT), magnetic particle testing (MT), etc. If you combine some of the NDT techniques, you might get some extra favorable answers.
In industrial laser welding quality assessment, the ultimate benchmark for technical engineers is achieving 100% base metal fracture, proving the weld’s metallurgical strength exceeds the raw material itself.
To solve the industry-wide pain point of hot cracking and fatigue failure in high-strength steel and aluminum, Baison equipment utilizes micron-level dynamic control over focal position and spot size. Combined with optimized Wobble toolpaths to refine grain structure, Baison has boosted the alternating load fatigue life of heavy-duty components—such as crane booms—by over 25%. For fabricators chasing high-standard export orders or automotive-grade contracts, this ability to consistently pass brutal destructive testing is the ultimate leverage to secure tier-one vendor qualifications.
Best Practices in Testing Weld Strength
There are several key points to consider if you wish to follow the best practices for proper weld strength testing. They are as follows:
1. Standardization and Documentation
The beginning of any test is the most crucial stage and if you want to execute a structured test, then you must follow industry-specific standards and guidelines, such as AWS standards or ISO guide. Focus on documenting test procedures and conditions.

2. Reproducible Testing Conditions
You must maintain consistent and controlled testing conditions, including temperature, humidity, and equipment calibration. The next step is to select the appropriate test techniques based on the type of weld and the information required (for example, tensile, bend, shear, hardness).
3. Destructive vs. NDT
You can choose non-destructive testing methods like ultrasonic or radiographic testing when applicable. Another method is the destructive testing technique. It is used in cases requiring ultimate strength assessment.
4. Specimen Alignment
Ensure that specimens are aligned correctly with applied forces to avoid introducing bending or shear forces. After that focus on setting up a testing environment. Replicate real-world conditions during testing to simulate service conditions. Always consider extreme conditions to get optimal results.
5. Data Recording and Analysis
Record load-displacement curves, failure modes, and any deviations from expected behavior. Analyze data to determine relevant parameters (e.g., yield strength, ultimate strength). Follow established welding procedures, including parameters like heat input, technique, and filler material. Maintain precise control over the welding process.
6. Statistical Analysis
Use statistical analysis for multiple tests or batch assessments to understand weld strength distribution and variability. You must also adhere to safety protocols during destructive tests, especially when involving high forces or pressures. Provide appropriate personal protective equipment (PPE).
7. Post-Test Examination
Examine fractured specimens to identify failure mode and any signs of defects, such as lack of fusion, porosity, or cracks. Prepare comprehensive test reports, including details of test methods, results, observations, and conclusions. Clearly communicate weld strength values and their implications for the component’s fitness for purpose. Use test results to inform process improvements and quality control measures, aiming for consistent, strong, and reliable welds.
FAQs
Q1: Why must sampling be strictly symmetric?
A: To eliminate sudden stress concentrations. The layout “Tensile — Bend — Metallographic — Bend — Tensile” ensures each specimen truly reflects core weld quality.
Q2: How should specimens be cut to protect strength data?
A: Use cold processing like Wire EDM. Thermal cutting (flame/plasma) creates a secondary Heat-Affected Zone (HAZ) that distorts tensile test results.
Q3: What if tensile tests still fail to fracture at the base metal?
A: Specialized materials easily develop micro-defects under lasers. Certain alloys require fine-tuning based on the environment. [Click here for a custom solution] to get 1-on-1 parameter tuning from a Baison engineer.
Q4: Can we skip trimming 50mm off both ends of the test plate?
A: Absolutely not. The 50mm ends are unstable laser start/stop zones prone to lack of fusion and porosity. They must be removed to guarantee 100% compliance.
Q5: How does Baison ensure zero porosity in the center metallographic specimen?
A: Baison combines an intelligent Wobble head with precision wire feeding. Continuous 0.1–0.2MPa gas shielding agitates the molten pool to expel gases, ensuring a dense, porosity-free grain structure.
It’s Time to Wrap Up!
The glossary list of welding strength tests is explained in detail to make it easy for you. It goes like NDT, Tensile laser joint strength evaluation test, Fatigue testing, etc. These are some of the well-known tests to assess the strength of the laser welding joint.
Learn about them in detail and understand how they help in getting rid of any future failure in advance. The results are promising and can help you in a million ways in pre-welding and post-welding sessions.
Let’s Get Started With Quality Laser Welding Right Away!
Have you already started working on your next welding project and want to test the strength of your laser-welded joints? Baison Laser is the perfect solution for you. We give customized solutions per your specific requirements. Contact us now, and our professional team will assist you without any compromise. Get in touch with us right away to know the financial quotation.