Basic Principles of Laser Wavelengths
Laser wavelengths refer to the distance between two successive peaks of a light wave emitted by the laser, and this determines its color or position in the electromagnetic spectrum. Wavelength is directly linked to the energy of the light, with shorter wavelengths representing higher energy and longer ones indicating lower energy.
The human eye can perceive wavelengths from about 400 nm (violet) to 700 nm (red), which is the visible spectrum. However, lasers can operate outside this range, in the ultraviolet or infrared regions, for example.
The specific wavelength a laser emits depends on its medium (gas, crystal, or semiconductor), and different wavelengths have various applications, from medical procedures to communication, and interact differently with materials. Safety considerations also vary based on wavelength, especially concerning potential harm to eyes and skin.
Common Laser Types and Their Wavelengths for Different Materials
The suitable wavelength needed for laser engraving and cutting materials mainly depends on the type of materials. The nature of workpiece materials will respond differently while interacting with these wavelengths. Here are some common laser types and their wavelengths.
1. CO2 Lasers (10.6 µm wavelength): CO2 lasers are one of the most prevalent types in the industry. Ideal for cutting materials like rubber, plastics, paper, and wood, CO2 lasers excel in both cutting and engraving these materials with precision. CO2 laser cutters offer high power output, ensuring localized heating, which means the structure and texture of the materials remain uncompromised.
A significant portion of this wavelength penetrates the materials, enhancing absorption. As a result, the material surface heats up, leading to vaporization, making CO2 lasers a popular choice for delivering precise engraving solutions. From intricate details to full cuts, their versatility is unmatched. However, their higher reflectivity can pose challenges in specific applications, necessitating careful attention for optimal results.
2.Fiber Lasers (1.06 µm wavelength): Fiber lasers are also common for engraving and cutting. These work best on metals like copper, brass, aluminum, and steel. The effectiveness of fiber lasers in cutting materials is due to their strong absorption and deep penetration into these metals.
Due to this, fast melting takes place, and the users can cut and shape these materials as they want. Besides, precise engraving takes place as a result of laser cutting machines. Other than this, there is no harm in using these lasers for cutting and engraving even non-metals with the same precision. Here is an article on the comparison of CO2 laser and fiber laser technology.
3.Nd: YAG Lasers (1.064 µm wavelength): Nd: YAG lasers are one of the pulsed lasers. These are good for ceramics and metals. They create a similar influence to fiber lasers on the materials and can be a great alternative for CO2 lasers as well. Their wavelength is different from the other common types of lasers available for usage. These are crucial for precise metalworking when needed.
We have also prepared an article to help you choose between YAG lasers and fiber lasers.
4. UV Lasers (355 nm wavelength): UV lasers work on different wavelengths, and these are common for engraving. Glass, ceramics, and some special forms of plastic are easier to engrave with UV lasers. But for cutting, these are not recommendable at all. Their wavelength is short, and therefore, professionals can achieve better precision and accuracy from them. For The choice of fiber laser and UV marking machine, you can refer to this blog.
5. Green Laser (532 nm wavelength): Green lasers are good for ceramics and plastics. They have a higher wavelength than UV lasers, which makes them highly specific in their functions. These are not useful for cutting, but for engraving, they can promise great results. For visible and precise details and engraved impressions, green lasers are totally unmatchable in their performance.
We have an article about fiber laser and green laser marking machine selection.
6. Diode Lasers (various wavelengths): Diode lasers are adaptable and versatile because they contain different types of diodes. The type of diode laser determines the performance of these lasers. Therefore, while using diode lasers, we need to be highly clear and specific.
Because different diodes respond differently to specific materials, one mistake can ruin the entire workpiece in seconds; these are useful for engraving metals and ceramics. It is important to adjust them as per the nature of the material to derive desired results from
You may be interested in the difference between fiber lasers and diode lasers.
In industrial processing, the laser wavelength and the material’s energy absorption rate directly determine cutting efficiency and equipment lifespan. Traditional CO₂ lasers operate at a gentle wavelength of 10.6μm. Non-metallic materials (such as wood, plastics, and acrylic) have an absorption rate close to 90% for this wavelength, making them irreplaceable in the field of non-metal processing. However, their initial absorption rate for metals is extremely low, making efficient metal processing difficult to achieve.
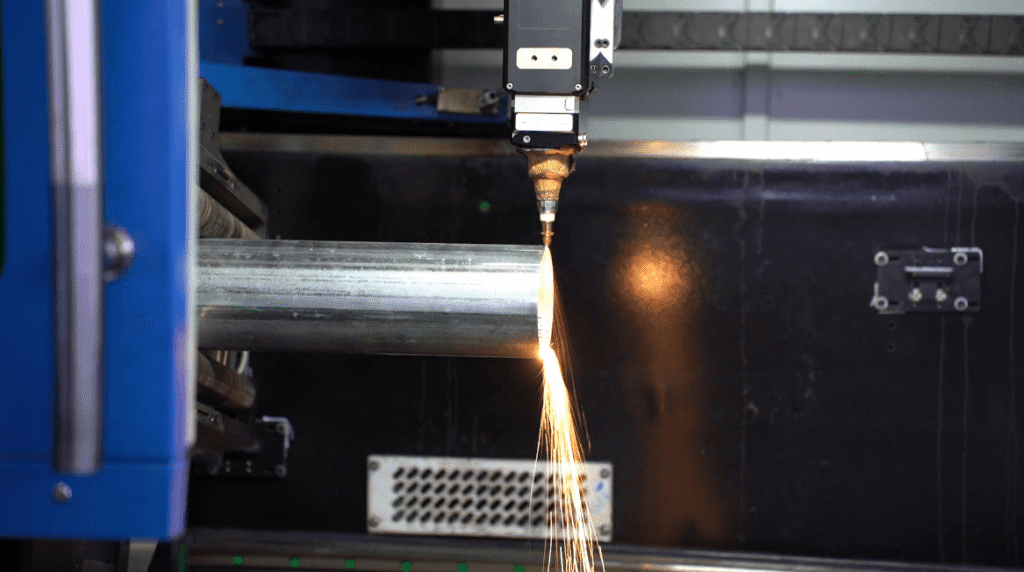
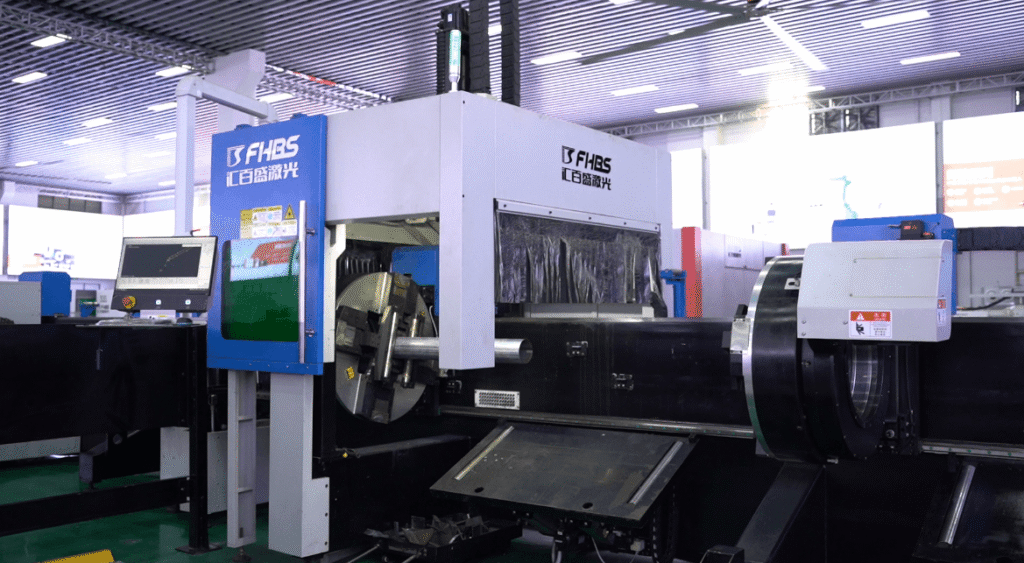
Conversely, fiber lasers, represented by Baison’s 10kW to 40kW high-power range, operate at a core laser wavelength of 1.06μm. The absorption rate of conventional metals like carbon steel and stainless steel for this wavelength significantly exceeds that of CO₂ lasers.
However, when facing highly reflective materials such as aluminum alloys, brass, and copper—even though the 1.06μm wavelength offers a multi-fold increase in absorption compared to 10.6μm—the initial reflectivity in the cold state remains extremely high. This demands an exceptionally high power density from the fiber cutter, using Baison’s ultra-high power of up to 40kW to instantly melt the material and force its way past the reflection window.
High-power direct diode lasers (DDL) operate at an even shorter wavelength window (approximately 900nm–1050nm), where metals exhibit an absorption rate 10% to 20% higher than with fiber lasers. This allows them to demonstrate unique industrial value in thick plate welding, surface cladding, and specific highly reflective metal processing, completely shattering the traditional limitation that diode lasers are “only suitable for miniature medical devices.”
How Does Wavelength Affect Laser Cutting and Engraving?
The role of laser wavelength in laser systems cannot be understated. It dictates how the laser interacts with materials, influencing the depth, precision, and safety of the operation. Here’s a structured breakdown of how wavelength plays a pivotal role:
1. Material Absorption
- The wavelength determines how a material will absorb the laser beam from the laser head.
- Different materials absorb wavelengths differently. For instance, organic materials like acrylics and wood readily absorb the 10.6 micrometer wavelength emitted by CO2 lasers.
- Higher absorption rates are conducive to effective cutting and engraving.
2. Engraving Depth and Penetration
- Shorter wavelengths, such as those of UV lasers, don’t penetrate materials as deeply as longer wavelengths.
- Longer wavelengths, like those of CO2 lasers, have better penetration, making them suitable for engraving and cutting thicker materials.
3. Material Suitability
Not all wavelengths are suitable for all materials. For example, shorter wavelengths may not be effective on non-metals (like wood or acrylic), while CO2 lasers, due to their longer wavelengths, can handle larger workpieces with precision in non-metallic applications.
4. Thermal Effects
- The heat produced during engraving or cutting is influenced by the laser’s wavelength.
- Intense and penetrative wavelengths generate more heat, which can be harnessed effectively for cutting resistant materials.
5. Safety Considerations
Working with lasers necessitates safety, and the predictability of a laser’s interaction with a material can reduce risks like burns.
6. Reflectivity Concerns
- Some materials, especially metals, can reflect certain wavelengths.
- Shorter wavelengths might be reflected by highly reflective metals.
- Fiber lasers, often preferred for metalwork, produce less reflectivity compared to CO2 lasers.
7. Precision in Engraving
- Precision is paramount in cutting and engraving, and shorter wavelengths often deliver higher resolution.
- This enables workers to achieve intricate patterns and customization, meeting specific client demands.
If you want to further explore the physics behind laser technology, you can also watch free educational videos produced by MIT.
In summary, understanding the interplay between laser wavelength and material is fundamental to achieving optimal cutting and engraving results. It influences not just the quality of the outcome but also the safety and efficiency of the process.
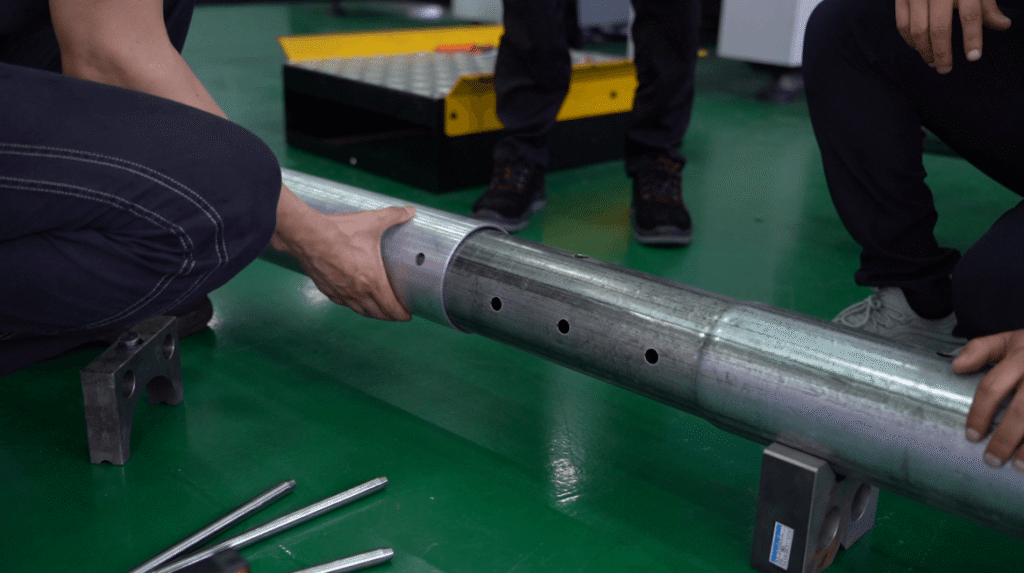
In precision industrial manufacturing, controlling thermal effects and material reflectivity via laser wavelength directly determines processing quality. Traditional 1.06μm continuous wave (CW) fiber lasers often cause a heat-affected zone (HAZ) hundreds of microns wide when cutting thin precision alloy plates due to continuous energy injection. This spreads heat to both sides of the kerf, causing severe edge dross and local thermal deformation, failing to meet strict fatigue strength requirements for rail transit and high-precision pre-treatments.
To address this pain point, Baison’s precision cutting solutions deliver a complete breakthrough via short-pulse wavelength control technology and our core MCD100 dynamic algorithm. In real-world troubleshooting, we assisted clients in abandoning traditional CW processing in favor of adjustable microsecond/nanosecond-level precision pulse tech combined with high-pressure nitrogen auxiliary gas. This allows the material to melt at a high density the instant it absorbs the 1.06μm laser wavelength energy, blowing it away precisely and suppressing heat accumulation down to the micron level.
Through this deep coupling of wavelength and pulse parameters, micro-dross along the cut edges disappears entirely, the HAZ is drastically reduced, and the post-welding porosity rate drops to zero. This perfectly solves the industry challenges of precision alloy part deformation and post-processing defects.
Factors to Consider When Choosing Laser Wavelengths
The wavelength of the laser plays a pivotal role in determining how the laser interacts with different materials and thus affects the efficiency, quality, and safety of the cutting and engraving process. Here are the primary factors to consider when choosing laser wavelengths for cutting and engraving:
1 – Material Absorption
Different materials have specific absorption profiles. It’s vital to select a wavelength that is efficiently absorbed by the material for effective energy transfer. For instance, CO2 lasers (with wavelengths around 10.6 micrometers) are ideal for organic materials, while fiber lasers (around 1 micrometer) are better for metals.
2 – Heat Affected Zone (HAZ)
The size of the HAZ can be influenced by the wavelength. Shorter wavelengths tend to have smaller HAZs, resulting in cleaner cuts and less thermal deformation, which can be crucial for precise applications. In addition, by adjusting the pulse width through the laser machine, users can optimize the engraving or cutting process.
3 – Cutting and Engraving Depth
Depending on your application, you might want shallow engraving or deep cuts with various laser power ratings. Some wavelengths penetrate deeper into specific materials than others, affecting the resulting depth.
4 – Surface Finish
Some wavelengths can produce smoother or rougher finishes on certain materials. Depending on the desired outcome, this can influence the choice of laser wavelength.
5 – Equipment Availability and Cost
Not all laser types are available in all wavelengths, and some might be more expensive than others. Ensure that the chosen wavelength aligns with available equipment and budget constraints.
5 – Beam Quality and Focusability
Some wavelengths allow for better focusing, resulting in sharper, finer laser beams. This can be crucial for detailed engraving or the precision laser cutting process.
6 – Environmental Considerations
Some laser wavelengths might require specific environmental conditions to operate efficiently, like particular cooling methods or ambient temperatures.
In summary, the choice of laser wavelength is a balance between the material being processed, the desired outcome, available equipment, safety considerations, and budget constraints. It’s essential to understand the needs of your specific application and to do thorough research or consult with experts when choosing the appropriate wavelength for cutting or engraving.
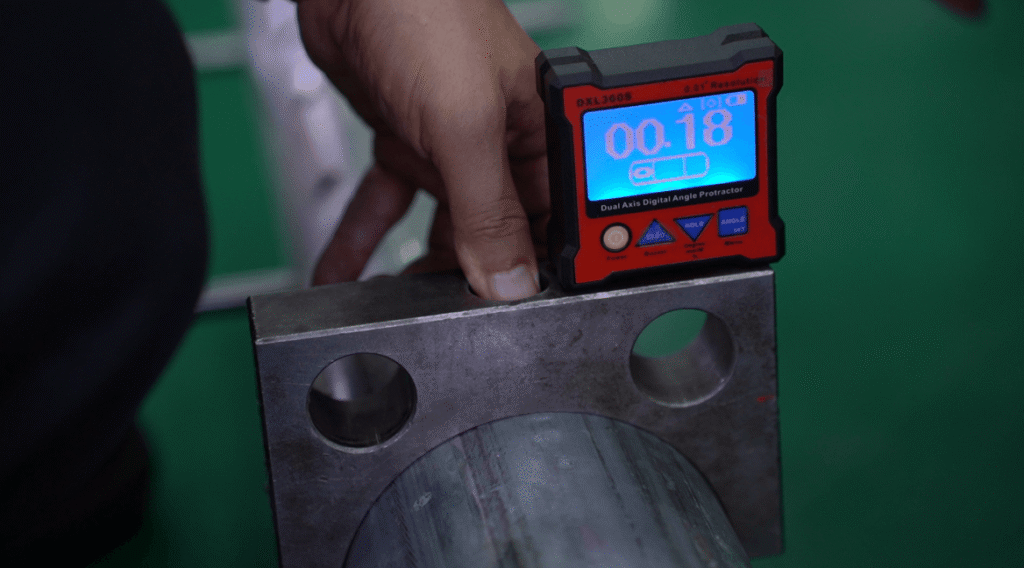
When evaluating precision laser processing, the beam quality factor and focused diffraction limit are the core physical indicators of performance.
According to the diffraction limit formula, the theoretical minimum spot diameter shows a strict linear positive correlation with the laser wavelength. Baison Laser has deeply optimized its hardware configurations for different wavelengths: for the 1.06μm infrared fiber laser, a standard f = 200mm focusing lens yields a theoretical spot diameter of about 30μm to 40μm; whereas for the 355nm UV laser with the same focal length, the spot diameter shrinks to just around 10μm—a 3 to 4-fold reduction.
This micron-level gap proves that shorter wavelengths yield smaller spots, delivering far higher resolution and minimal heat-affected zones. This underpins the scientific logic behind Baison’s ultra-high cutting quality in advanced micro-machining.
Achieving Intricate Details with Specific Wavelengths
We can also achieve details and intricate patterns by using different types of wavelengths. However, professional knowledge is needed for this to happen without any complications. It is important to know that different wavelengths produce different results for this purpose. Below are the details that can prove to be helpful.
- Fine Art Engraving with UV Lasers (355 nm): UV lasers are beneficial for intricate engraving. It is also possible to use these lasers for glass and ceramics so that better details can be executed by using their small wavelength.
- Precision Marking with Green Lasers (532 nm): Green lasers have a different wavelength as compared to UV lasers, which are reliable for laser marking processes and intricate engravings. In the field of electronics, green lasers are important for working with microchips and PCBs, where accurate readability and accuracy are important.
- Intricate Woodwork with CO2 Lasers (10.6 µm): CO2 lasers are not only exceptional for cutting non-metallic sheets, but they are also crucial for wood engravings—sincerely, because these have a large wavelength (around 10.6μm). These lasers adapt well to the wood matrix and develop intricate and complex patterns because of their excellent photothermal absorption. Due to this reason, different types of premium engraved wooden furniture designs are possible to achieve with these lasers.
- Metal Jewelry Crafting with Fiber Lasers (1.06 µm): Fiber lasers are highly reliable for developing metallic jewelry. From cutting to engraving, these lasers are easy to work with for crafting different types of metallic ornaments. Such lasers are crucial because they add finesse and shine to the jewelry for men and women. Metallic jewelry is a premium investment, and one major factor that adds to their market pricing and craftsmanship value is the precision use of fiber lasers.
- Microscale Engraving with Diode Lasers (Various Wavelengths): Diode lasers are only reliable for engraving small workpieces since these contain different natures of diodes for working. For engraving impressions and markings on medical equipment and devices, these lasers are beneficial because of their outstanding results in this regard.
It is obvious that different wavelengths will give variable results while engraving and cutting the workpieces. Therefore, it is important to work with accurate lasers to get the desired results. A wrong choice of laser cannot only damage the workpiece but working with this laser can be dangerous as well. Experts recommend studying the laser type and material to work on, which is crucial before heading with the process later.
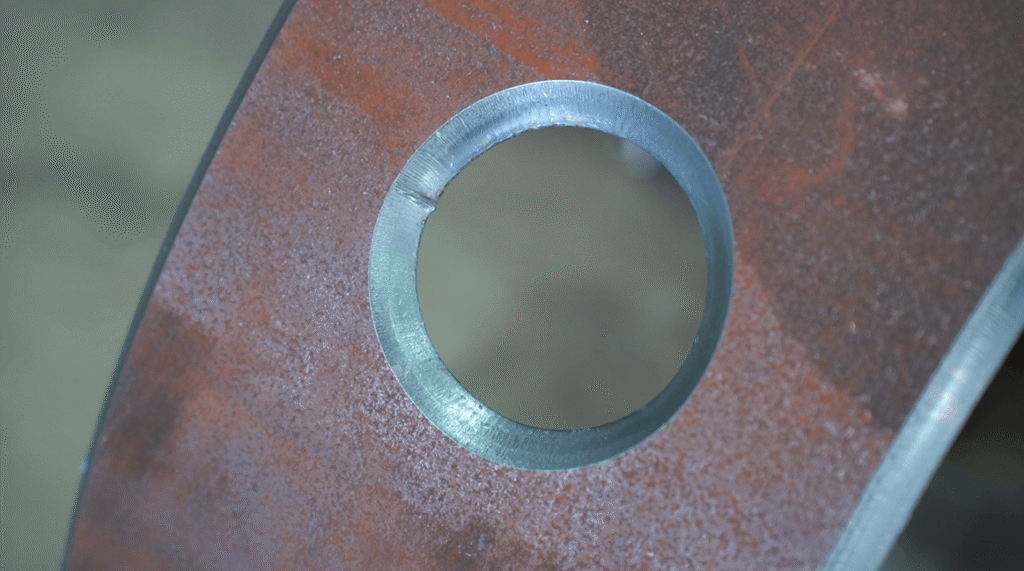
Before processing, carefully studying the laser type and material compatibility is crucial. In non-metal thick plate cutting and high-precision non-metal engraving, CO2 lasers, with their unique wavelength of 10.6μm, show irreplaceable value, offering an absorption rate over 90% for non-metals like wood and acrylic. To achieve perfect vertical kerfs, eliminate edge charring, and present fine details in woodworking and non-metal processing, professional CO2 cutters feature high powers of 200W to 400W, using precise lenses to control the spot size within an ultra-fine range of 0.1mm to 0.3mm.
In contrast, for metal jewelry and precision hardware, fiber laser cutters utilize a short wavelength of 1070nm and high energy density to perform micron-level engraving and flawless detailing on highly reflective metals like gold and silver. Whether leveraging CO2 lasers for vertical cuts on thick acrylic or fiber lasers for micro-engraving on jewelry, the precise match between a specific wavelength and a minuscule spot size is the core guarantee for quality leaps in modern B2B precision manufacturing.
FAQs
1.Which industries are different laser wavelengths suitable for?
The 1.06μm fiber laser is ideal for metal fabrication industries like sheet metal and machinery, while the 355nm UV laser is suited for high-precision micro-machining in the electronics and medical sectors.
2.Is the laser wavelength of Baison equipment customizable?
Yes, we customize and match the most suitable laser wavelength and optical focusing system based on the material absorption characteristics and processing precision needs of our customers.
3.What is the most common mistake when choosing a laser wavelength?
Falsely believing that power determines everything while ignoring the material’s absorption rate for specific wavelengths, which leads to low processing efficiency on highly reflective materials or even equipment damage.
4.What is the core advantage of a short laser wavelength?
The shorter the wavelength, the smaller the diffraction limit. This allows for focusing into micron-level, ultra-fine spots, resulting in a minimal heat-affected zone and smooth, burr-free cut edges.
5.How do you choose the optimal laser wavelength for a specific metal?
It is essential to reference the material’s absorption spectrum. Since the processing parameters for certain special steel grades require fine-tuning based on the environment, it is highly recommended to click here to get a customized solution.

Conclusion
There are different laser types common in the cutting and engraving industry today. It is obvious that each laser type has its own benefits for various purposes. However, to ensure there are no complications during the process, relying on suitable lasers is crucial.
Also, it is beneficial to determine what wavelength you need for a particular workpiece. In this way, you will be able to get the desired results without struggling with results at all.
Explore the World of Laser Systems with Baison!
Baison, your reliable laser partner, meets your needs successfully with all-around equipment like laser cutters or laser marking machines. You can further learn about us by booking a one-on-one consultation with our experts as well. So there is no need to wait anymore. Tag along with us to bring your dreams into reality and streamline engraving for you today!